- Kare Profil Fiyatları
- Kare Profil Ebatları
- Kare Profil Kalınlıkları
- Kalınlık ve Kare Profil
- Kare Profil Ölçüleri
- Kare Profil Kaliteleri
- Kare Profil Karşılaştırmaları
- Muadil Kalite Karşılaştırması
- Teknik Varyasyonlar
- İşlenebilirlik ve Şekillendirme
- Kaynaklanabilirlik ve Montaj
- Türkiye Geneli Sevkiyat Bölgemiz
- Sık Sorulan Sorular
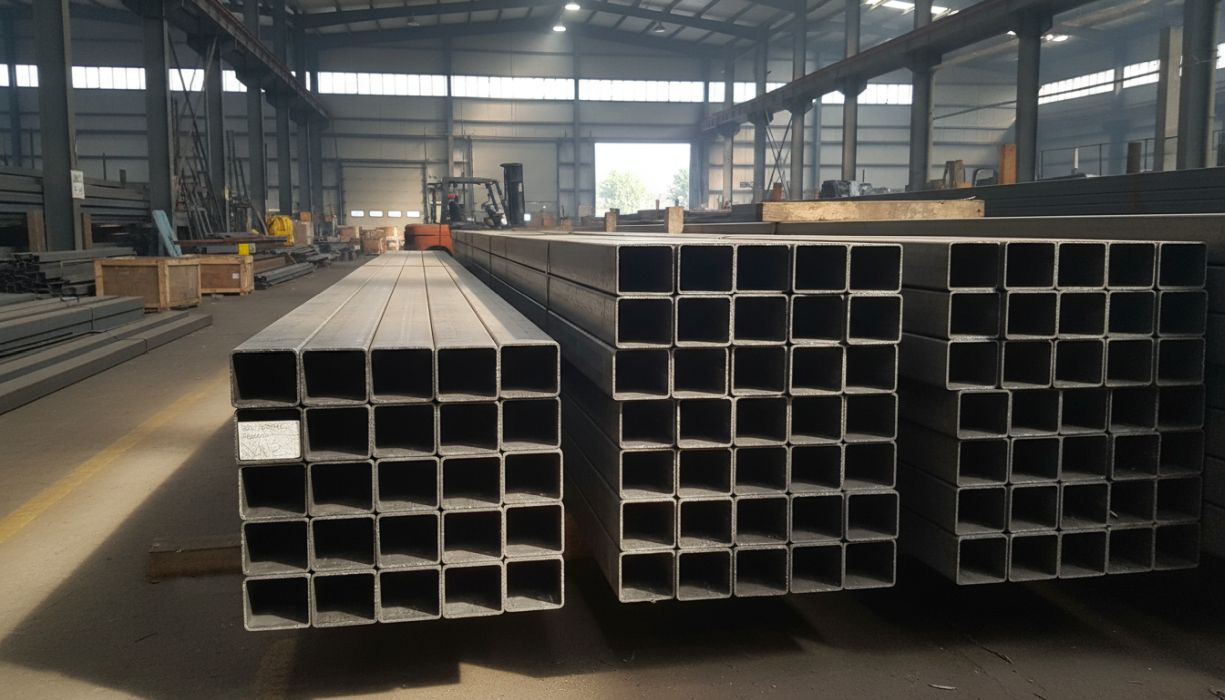
Endüstriyel çelik konstrüksiyon projelerinde ve ağır makine şaselerinde yapısal bütünlüğü sağlayan en önemli iskelet elemanı Kare Profil malzemeleridir. X ve Y eksenlerinde eşit olan kapalı geometrik kesitleri sayesinde, burulma ve eğilme momentlerine karşı eşsiz bir sismik direnç sergilerler. Bu profiller, projelerin temel yükünü hafifleterek güvenli ve uzun ömürlü sarsılmaz binalar inşa edilmesine büyük olanak tanır.

Kare Profil Fiyatları
Küresel çelik borsalarındaki dalgalanmalar ve dökümhane enerji maliyetleri, yapısal malzemelerin güncel pazar değerini anlık olarak belirler. İhalelerde rekabetçi kalabilmek ve doğru bütçe analizi yapabilmek için demir profil fiyatları platformlarındaki değişimleri düzenli izlemek şarttır. Yıllık sabit fiyat garantili kontratlar kullanmak, devasa projelerinizi olası enflasyon şoklarından güvenle korur.
Borsa Endeksleri ve Hammadde
LME maden kurları ve demir cevheri fiyatları, üretimden çıkan profillerin satış rakamlarını doğrudan ve sert biçimde şekillendirir. Satın alma ofisleri, bu küresel borsa endekslerini önceden okuyarak şirketlerine stratejik bir finansal kalkan oluştururlar.
Maliyet Optimizasyonu
Proje mimari metrajlarına tam uygun firesiz siparişler vermek, ton başına düşen net çelik maliyetini radikal biçimde ucuzlatır. Doğru et kalınlığı seçimi, karkasa binen ölü yükü azaltarak demir bütçesini yüksek oranda ferahlatır.
Alaşım Girdilerinin Etkisi
Üretim hatlarındaki ERW kaynak enerji sarfiyatı, kapalı kesitlerin fabrika çıkış maliyetini artıran ana endüstriyel unsurdur. İstenen ekstra daldırma galvaniz veya kumlama işlemleri, faturaya doğrudan artı işçilik olarak şeffafça yansır.
Tahmini Fiyat Tablosu
Şantiye bütçenizi netleştirmek ve yanılma payını silmek adına güncel metal kurlarını https://oluklusac.com.tr/ platformundan günlük bazda takip etmeniz önerilir. Aşağıdaki tabloda küresel piyasa ortalamalarına dayanan tahmini tonaj fiyatlarını kolayca inceleyebilirsiniz.
| Kalınlık Aralığı (mm) | Standart Kesit Ölçüsü (mm) | Tahmini Fiyat (S235JRH) | Tahmini Fiyat (S275/S355) |
|---|---|---|---|
| 1.50 – 2.50 mm | 20×20 / 40×40 mm | $730 – $770 / Ton | $760 – $800 / Ton |
| 3.00 – 5.00 mm | 50×50 / 80×80 mm | $720 – $760 / Ton | $750 – $790 / Ton |
| 6.00 – 8.00 mm | 100×100 / 150×150 mm | $750 – $800 / Ton | $780 – $830 / Ton |
| 10.00 mm ve Üzeri | 200×200 / 300×300 mm | $780 – $830 / Ton | $820 – $870 / Ton |
Kare Profil Ebatları
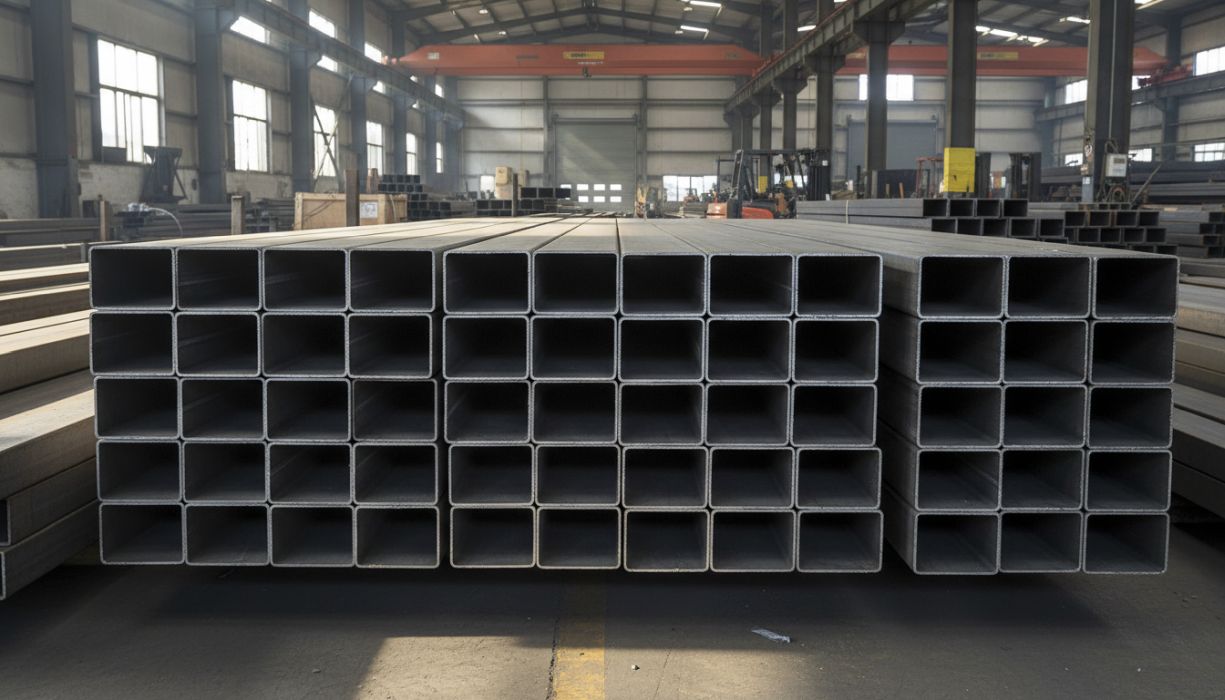
Çelik binaların sahadaki hızlı montaj hızını belirleyen en kritik üretim adımı, ebatların mimari tasarıma tam %100 uymasıdır. Tüm kanatlarının eşit olduğu bu kapalı malzemeler, 10×10 mm mobilya ölçülerinden 400×400 mm devasa kolon kesitlerine kadar kusursuz bir çeşitlilik sunar. Doğru ebatlandırma stratejisi sayesinde CNC makinelerindeki fireler sıfırlanırken, şantiye montajı inanılmaz pratik bir boyuta taşınır.
Standart Kesit Seçenekleri
Karayolu tır dorselerine tam uygunluk açısından, haddelenmiş ürünler çoğunlukla 6 metre uzunluğunda fabrikasyon olarak stoklanır. Şantiyede lojistik hızı büyük oranda artıran bu standart boylar, firmalara acil iskelet revizyonlarında devasa bir termin esnekliği sağlar.
Özel Ebatlama Çözümleri
Geniş açıklıklı stadyum çatı projelerinde kaynak ekinden kaçınmak için 12 metrelik dev butik boy üretimleri fabrikalardan özel çekilebilir. Gelişmiş şerit testere hatlarında sıfır hatayla net ebatlanan bu ürünler, şantiyedeki gereksiz taşlama ve kesme mesailerini kalıcı olarak bitirir.
Lazer Kesim Teknolojileri
Profillerin gövdesine eklenecek cıvata delikleri ve kilit yuvaları, 3 boyutlu fiber boru lazer makineleriyle mikron toleransında dijital olarak işlenir. Lazerin termal hassasiyeti, parçaların şantiyedeki montaj fikstürlerinde kusursuz bir lego hizalamasıyla birleşmesini tartışmasız garantiler.
Dijital Fire Kontrolü
Fason boru lazer ebatlama süreçlerinde kullanılan bilgisayarlı nesting algoritmaları, Kare Profil üzerindeki atıl boşlukları dijital olarak tamamen sıfırlar. Atığı ve israfı önleyen bu akıllı rotasyon teknolojisi, projelerin ağır hammadde maliyetini güçlü bir şekilde koruyup kollamaktadır.
Kare Profil Kalınlıkları
Endüstriyel karkasların şiddetli deprem sarsıntılarına karşı göstereceği esneme direnci, profillerin et kalınlığına fiziksel olarak doğrudan bağlıdır. Normlara göre 0.50 mm’den başlayıp 16.00 mm ve üzerine kadar uzanan devasa duvar kalınlıkları, projenin ihtiyaç duyduğu her türlü atalet momentini rahatça karşılar. Titizlikle yapılan doğru et kalınlığı mühendisliği, binanın üstüne binen gereksiz tonajı silerek beton temellerin döküm maliyetini de muazzam optimize eder.
İnce Kesitli Yapılar
Hafif taşıyıcı tavan asma sistemlerinde ve geçici dekoratif fuar bölmelerinde ağırlıklı olarak 1.00 mm ile 2.50 mm arası ince cidarlı profiller tercih edilir. Bu narin yapılı profiller, inanılmaz hafiflikleri sayesinde şantiyede kule vinç kullanımına hiç gerek bırakmadan ustalarca manuel olarak katlara kolayca taşınabilir.
Ağır Konstrüksiyon Kesitleri
Dev makine fabrikalarının ana kolonlarında ve tonajlı tavan vinç yürüyüş yollarında titreşimi emmek için 6.00 mm ve üzeri kalın blok profiller yasal bir şarttır. Kalın duvarlı bu ağır materyaller, bağlantı köşelerindeki metal yorulması kılcal çatlaklarını engelleyerek binaların fırtınalarda asırlarca dik kalmasını destekler.
Rüzgar ve Kar Yükü Etkisi
Rakımı yüksek dağlık bölgelerde çatı şasesine binen kar kütlesini ve lodos fırtına vakumlarını karşılamak adına, mühendislerce kolon et kalınlıkları statik olarak ekstra artırılır. Doğru sismik kalınlık seçimi, bu doğaüstü ezici dış ağırlığın karkası esnetip bükmeden beton temele sarsılmazca aktarılmasını sağlar.
Sismik Esneme Payları
Aktif deprem fay kuşaklarında yer alan taşıyıcı çelik sistemlerin, cam gibi gevrek kırılma yerine kontrollü bir süneklikle esnemesi can güvenliği için hayati önem taşır. Et kalınlığı doğru ayarlanmış çelik matrisler, yer sarsıntısındaki dev kinetik enerjiyi yutarak yıkıcı sarsıntıların yapıya vereceği mekanik hasarı mükemmelen minimize eder.
Kalınlık ve Kare Profil
İmalat fabrikalarındaki rulo sac büküm ve kaynak hatlarının elektrik motor çekiş güçleri, merdaneden geçen malzemenin cidar kalınlığına göre tamamen sil baştan revize edilir. Atölye parkurunda belirlenen Kalınlık ve Kare Profil çalışma parametreleri, abkant makinesinin ezme tonajından lazerin delme süresine kadar tüm üretim senaryosunu değiştirir. İdeal kalınlık ve basınç toleranslarına birebir uyularak yapılan hassas işlemler, malzemenin yapısal tokluğunu zedelemeden en yüksek nihai kaliteyi ortaya çıkarır.
Akma Dayanımındaki Değişim
Haddeden sonraki soğuk şekillendirme evresinde kapalı profillerin tam köşe noktalarında yaşanan plastik deformasyon, kalınlık arttıkça malzemenin bölgesel dayanımını da pekleştirerek artırır. Kalın kesitlerdeki iç köşelerde oluşan bu mukavemet artışı, statik mimarlar tarafından yapı güvenliğine doğal bir ekstra direnç payı olarak hesaba katılır.
Büküm ve İşleme Toleransları
Kalın profillere hidrolik büküm silindir makinelerinde kavis verilirken, malzemenin kalınlığından doğan direnç mikro cidar yırtılmalarını önlemek adına daha geniş radyüsleri zorunlu kılar. İmalat esnasında içinin ezilmesini önleyen özel malafa destekleriyle bükülen kalın duvarlı profiller, dış çeperinde çatlama yapmadan hatasız dairesel formlar alırlar.
Abkant Pres Basınçları
Ağır ve kalın kesitler abkant preste ezilirken yüksek seviyede bir geri yaylanma kuvveti gösterdikleri için makine motorlarına daha fazla basınç yükü bindirir. Tecrübeli pres operatörleri strok vuruş değerlerini malzemeye göre revize ederek, hedeflenen net büküm açısını ıskalamadan pürüzsüzce yakalar.
Kaynak Nüfuziyet Yönetimi
Kalın cidar duvarlı profiller birbirine kaynatılırken, torç ısısının tam iç merkeze nüfuz edebilmesi için kenarlara V formunda kaynak pahı açılması standartlarca emredilir. Yüksek SG2 amper gücüyle uygulanan bu ergitme yöntemi, ısıl soğuma evresinde oluşan kök çatlaklarını kökten engelleyerek sarsılmaz bir dikiş profili sunar.
Kare Profil Ölçüleri
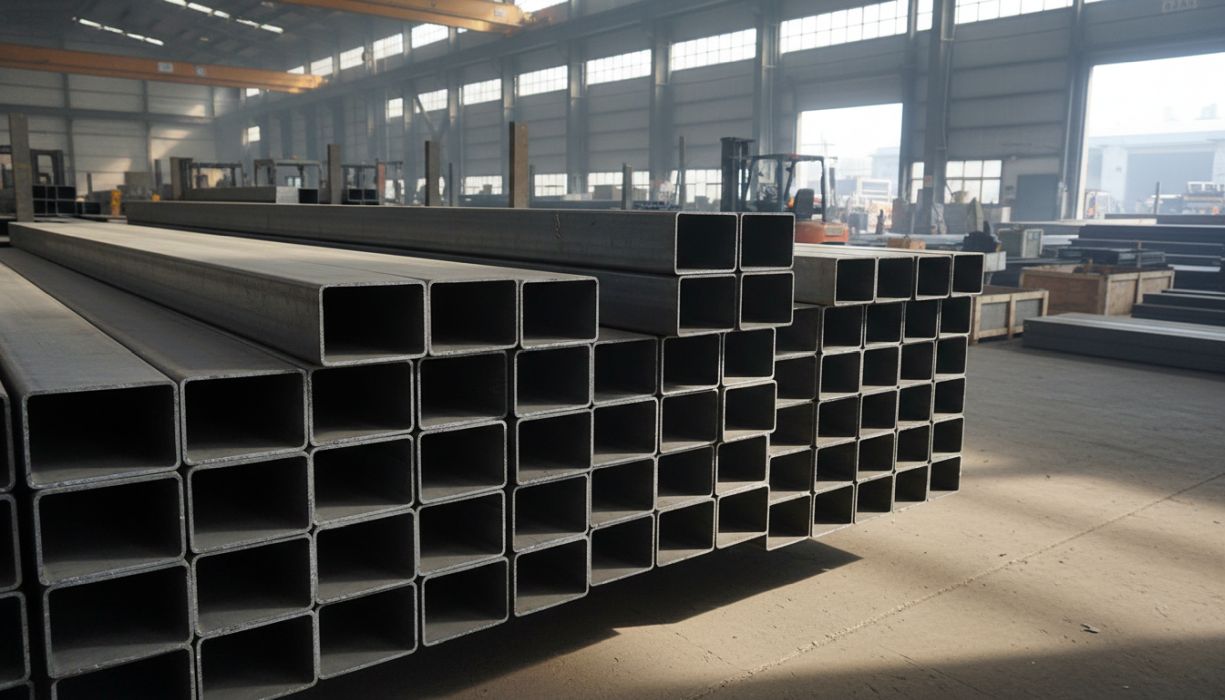
Hassas fabrika otomasyon sistemlerinde ve robotik hatlarda kullanılacak kesim parçalarının milimetrik netliği, projenin şantiyedeki hatasız birleşme kalitesini belirleyen yegane başarı faktördür. Tasarım ofislerinin bilgisayarda kurguladığı Kare Profil Ölçüleri, 3D CNC lazer makinelere tam sıfır hatayla dijital olarak aktarılarak montajda mükemmel bir geçme uyumu yaratır. Milimi milimine tam net ölçüsüyle fikstürde kilitlenen her bir karkas parça, genel konstrüksiyon montajının bir yap-boz oyunu gibi pürüzsüzce hızlanıp bitmesini mutlak garantiler.
İmalat Hassasiyeti
Gelişmiş fiber boru lazer tezgahlarının endüstriye sunduğu ±0.2 mikronluk kesim toleransı hassasiyeti, şantiyedeki beton ankraj flanş bağlantılarında yaşanacak eksen sapmalarını tamamen bitirir. CNC teknolojisinin getirdiği bu yüksek boyutsal dürüstlük oranı, şantiyede yapılan manuel taşlama işçiliklerini sıfırlayarak şirketlere devasa bir zaman tasarrufu hediye eder.
Gönye ve Çapraz Kesimler
Kare çelik şaselerin dört köşe birleşimleri için testerede yapılan 45 derecelik açılı çapraz kesimlerin tam mutlak gönyede olması, 90 derecelik dikey bir karkas elde edilmesini sağlar. Gönyesi ve çaprazı hatasız çıkan sac parçalar, yalıtımlı dış cephe panellerinin çelik binaya dümdüz ve muazzam estetik bir şıklıkta vidalanmasını olanaklı kılar.
Dijital Parça Markalama
Dev stadyum şantiyesinde on binlerce benzer parçanın montaj sırasında birbirine karışmasını kökten önlemek için, lazer makineleri malzemenin üzerine montaj kodlarını silinmez biçimde kazar. Barkodlanan bu teknolojik numaratör izlenebilirlik sistemi, çalışanları devasa bir karmaşadan kurtararak mühendislik kalite denetimlerini inanılmaz derecede kolaylaştırır.
Montaj Fikstür Uyumu
Atölyede kesilen tüm kapalı tüp profiller şablonlu kaynak masasında birleştiğinde, arada hiçbir ışık veya fazladan kaynak boşluğu sızdırmadan lego blokları gibi sıfıra sıfır oturur. Boşluksuz bu kusursuz mekanik uyum, arayı doldurmak için gereken fuzuli kaynak elektrotu israfını önleyerek sacda yaşanacak ısıl çarpılmaları da kalıcı olarak tarihe gömer.
Kare Profil Kaliteleri
Ağır taşıyıcı yapı iskeletlerinin sarsılmaz ve sismik kırılma karakterini, döküm potasında harmanlanan karbon ve mangan elementlerinin mikroskobik alaşım kalitesi belirler. Uluslararası inşaat standartlarında yer alan Kare Profil çelik kaliteleri (S235JRH, S355J0H vb.), malzemenin eksi derecelerdeki darbe tokluğunu yasal olarak laboratuvar güvencesine alır. Şantiye bölgesinin rüzgar veya donma iklimine uygun en doğru kalitenin seçilmesi, yapıların lodos fırtınası anında ölümcül kopmalar yaşamadan esneyerek ayakta kalmasını sağlar.
Standart Yapı Çelikleri
Demir çelik pazarında en yoğun günlük sirkülasyona sahip S235JRH kalite siyah profiller, oda sıcaklığında 235 MPa akma dayanımıyla genel amaçlı hangarlar için en ekonomik iskelet çözümünü oluşturur. Alaşımdaki bu uysal düşük karbonlu yapı, atölye imalat makinelerinde takımları köreltmeden kolayca talaş kaldırılıp bükülmesine ve kaynatılmasına eşsiz bir imkan tanır.
Yüksek Mukavemetli Sınıflar
Metrelerce uzayan köprü tabliyelerinde ve ağır vinçlerde statik hareketli yükleri daha ince profillerle taşıyabilmek adına S355J2H kalite ekstra dayanımlı alaşımlar mecburen tercih edilir. Akma gücü 355 MPa’ya çıkan bu tok çelikler, çelik iskeletin kapladığı toplam kütle tonajını düşürerek beton temele binen statik toprak baskısını harika bir şekilde hafifletir.
Karbon ve Mangan Dengesinin Rolü
Ergitme aşamasında karbon oranının riskli sınırlarda düşük tutulup mangan elementi takviyesi yapılması, malzemenin hem esnek sünekliğe hem de muazzam bir çekme gücüne sahip olmasını kurgular. Kimyasal alaşım oranlarındaki bu laboratuvar hassasiyeti, devasa çelik gökdelenlerin ağır fırtınada cam gibi çatırdamadan salınım yapabilmesinin en büyük gizli sırrıdır.
Laboratuvar Çentik Darbe Testleri
Haddehanede üretilen her yeni yapısal profil döküm partisi, Avrupa standartlarına uygunluğunu devlete ispatlamak için laboratuvarda ağır Charpy vuruntu testlerine sokulur. İstenen eksi derecelerde bile kırılamayan ve enerjiyi yutan sertifikalı bu güçlü malzemeler, ihale projelerinin can güvenliğindeki en büyük ve yasal teknik teminatıdır.
Kare Profil Karşılaştırmaları
Tasarım mühendisleri dev binalara taşıyıcı eleman seçerken, açık I kirişler ile kapalı tüp kesit geometrilerinin sunduğu statik bükülme avantajlarını derinlemesine dijital olarak kıyaslarlar. X ve Y eksenlerinde dört eşit kanatlı kapalı formu sayesinde Kare Profil ürünler, asimetrik NPU veya standart H kirişlere kıyasla burulma momentlerine karşı paha biçilemez üstün bir sismik performans sergiler. Köşelerdeki keskin güç dengesini taşıma estetiğiyle harmanlayan bu form seçimi, ağır şaselerde hem tonaj demir maliyetlerini optimize eder hem de şantiyedeki montaj pratikliğini zirveye taşır.
Açık Profillere Göre Üstünlükleri
Geleneksel açık köşebent profiller sadece tek eksendeki baskılara karşı dirençliyken, tamamen kapalı tüp kesitler yükü dört çelik duvara da son derece eşit şekilde dağıtır. Rüzgarın her yönden rastgele vurduğu serbest mimari yapılarda kapalı kesit borular entegre etmek, statiği garantiye alan en risksiz ve tartışılmaz mühendislik tercihidir.
Korozyon ve Bakım Maliyetleri
Açık HEA taşıyıcı kirişlerin iç bükey kanatlarında biriken nem tabakası, zamanla o bölgede malzemenin sinsi biçimde içten dışa çürümesine ve paslanmasına yol açar. Oysa dışı epoksiyle yalıtılmış tam kapalı profiller, içerisine rutubet ve oksijen alamadığı için korozyon başlangıç riskini kökten yutarak asırlık bir kullanım ömrü sunar.
Atalet Momenti Farkları
İnce et kalınlığına sahip kapalı tüp kesitler, mükemmel geometrisinin verdiği yüksek atalet momentleri sayesinde çok daha ağır açık kaba profillerle mekanik olarak eşdeğer bir mukavemet sunar. Tasarımdaki bu eşsiz taşıma avantajı, sanayi yapılarındaki o eski kaba çelik demir yığınlarını son derece zarif, hafif ve modern bir mimariye dönüştürür.
Çelik Sınıfları Karşılaştırma Tablosu
Resmi devlet ihale şartnamelerinize bilimsel bir ışık tutması amacıyla, piyasadaki temel kapalı kesit profillerinin mekanik özelliklerini aşağıdaki referans tabloda derledik. Sanayi tesisinizin veya köprünüzün karşılaşacağı ağır sismik streslere göre en güvenli çelik alaşım sınıfını bu sertifikalı verilerle rahatça ve emin olarak belirleyebilirsiniz.
| Profil Kalitesi (Standart) | Kaplama ve Dış Teslimat Formu | Mekanik Akma/Dayanım Seviyesi | Önerilen Temel Kullanım Alanı |
|---|---|---|---|
| S235JRH (St37 Serisi) | Doğal Siyah Tufallı (As-Rolled) | Standart Mukavemet: Min. 235 MPa | Hafif Çatı Makasları, Depo Rafları |
| S275J0H (Orta Sertlik) | Kumlama ile Özel Temizlenmiş | Orta Kademe Yükler: Min. 275 MPa | Fabrika Asma Katları, Şaseler |
| S355J2H (St52 Yüksek) | Doğal Siyah veya Astar Boyalı | Üstün Tokluk: 355 MPa ve -20°C | Vinç Bomları, Otoyol Köprü Ayakları |
| DX51D Galvanizli Tüp | Sıcak Eriyik Daldırma Çinko (Z) | Korozyon Dirençli (Dış Etken Zırhı) | Güneş Enerjisi (GES) Stantları |
Muadil Kalite Karşılaştırması
Global çelik tedarik krizlerinde proje şartnamesindeki kalite o an piyasada tükenmişse, fabrikanın durmasını önlemek için aynı taşıma sınırlarını veren yasal muadil çelik sınıflarına geçiş yapılır. Örneğin S235 kalite yerine çok daha güvenli ve yüksek bir akma direncine sahip olan s275jr çelik kalitesi sınıfını muadil olarak şartnameye entegre etmek zekice bir yükseltmedir. Denetim ofisleri tarafından onaylanan bu eşdeğer kalite geçişleri, imalat operatörlerinin hızla üretime devam etmesini sağlayarak feci termin cezalarının tamamen önüne geçer.
Üst Normlara Geçiş Stratejileri
Malzeme eksikliği yaşandığında projede istenen kalite sınıfından daha zayıf bir alaşıma geçmek binayı çökme riskine atacağı için yasal bir suçken, daha kuvvetli bir üst norma geçmek projeyi ödüllendiren bir çözümdür. Mukavemeti yüksek çeliğe geçildiğinde parçanın lazer delme süresi biraz ağırlaşsa da, ortaya çıkan yekpare konstrüksiyon depremlere karşı inanılmaz dirençli bir iskelete dönüşür.
Uluslararası Standart Uyumluluğu
Afrika veya Avrupa’daki büyük şantiyeler, Amerikan veya DIN normlarına ait spesifik çelik kısaltmalarını ihale listelerine mecburi şart koşarlar. Türk üreticilerin fırınlarından çıkan ve tam mekanik eşleniği olan Avrupa (EN) standartlarındaki sertifikalar denetim makamlarına sunularak bu kriz saniyeler içinde aşılır.
EN ve ASTM Eşdeğerlikleri
Avrupa (EN 10025) standartları ile Amerikan (ASTM) normları arasındaki mühendislik denkliği, imalat atölyelerinin stok planlamasında evrensel ve pratik bir ortak dil yaratır. ASTM’deki yapı çeliği kalitesi test cihazlarında çekildiğinde, Avrupa’nın normuyla milimetrik bir mekanik uyum göstererek projelerde rahatça birbirinin yerine kullanılır.
Statik Taşıyıcı Alternatifleri
İç mekanda sadece asma tavan yükü çekecek dekoratif bir profilde, galvanizli pahalı çeliklerin yer alması bütçeyi korkunç rakamlara çıkaran bir israftır. Bu noktada statik gücü karşılayan standart siyah çelik profiller kullanılıp üzerine basit bir boya atılması, mühendislikte harika ve çok ucuz bir eşdeğer çözüm olarak sıkça tercih edilir.
Teknik Varyasyonlar
Sıcak haddehane fırınlarından yüksek sıcaklık altında dökülen siyah profiller, atölyelere ham As-Rolled formunda doğal tufalıyla birlikte giriş yaparlar. Ancak fason CNC servislerinin korozyon koruması taleplerine göre bu ürünler, galvaniz daldırma veya çelik bilyeli yüzey kumlama gibi çok değerli teknik varyasyonlarla özel olarak sipariş edilebilir. Kumlamadan geçirilerek temizlenen metalin üzerine derhal sıkılan gri veya kırmızı koruyucu astar boya, şantiyedeki bekleme aylarında profillerin paslanmasını duvar gibi engeller.
Sıcak Daldırma Galvanizleme
Enerji nakil hatları veya dış mekan aydınlatma direkleri gibi yağmura kesintisiz maruz kalan yapılarda, boya yerine sıvı çinko havuzlarına sokulmuş kaplama varyasyonları yasal bir emirdir. Sıcak çinko profilin gözeneklerine nüfuz ederek yıllar boyunca kendini feda eden katodik bir koruma zırhı oluşturur ve malzemenin paslanarak erimesini tamamen durdurur.
Kumlama ve Astar Boya
Lazer tezgahlarının odak merceklerinin yüzeydeki pastan dolayı yansıma yapmasını önlemek için, malzemelerin fason işleme girmeden önce tamamen kumlanmış varyasyonda olması elzemdir. Tufalı alınmış pürüzsüz profil yüzeyi, sonradan atılacak epoksi son kat boyanın çeliğe adeta kilitlenmesini sağlayarak dökülme riskini yüzde yüz sıfırlar.
As-Rolled (Doğal Siyah) Form
İskelet piyasasında satılan genel konstrüksiyon profillerinin çok büyük bir hacmi, hadde fırınından çıktığı gibi As-Rolled doğal siyah tufallı formunda ucuza tedarik edilir. Herhangi bir ekstra daldırma masrafı barındırmayan bu varyasyon, üzeri hemen alçıpanla kapanacak iç bina inşaatlarının en sevilen ekonomik can dostudur.
Depolama İzolasyon Çözümleri
Şantiyenin açık çamurlu sahasında haftalarca yağmur suyu yiyerek bekleyecek profillerin oksitlenmemesi için özel VCI koruyucu naylonlara sarılarak sevk edilmesi kurtarıcı bir varyasyondur. Korozyon şantiye depolama aşamasında başladığında kaynak kalitesini feci şekilde düşüreceği için, malzemeyi atmosferden yalıtan bu streç brandalar ucuz ama etkili bir kalkandır.
İşlenebilirlik ve Şekillendirme
Düşük karbon alaşımlı yapı profilleri, sahip oldukları inanılmaz uysal metalürjik karakter sayesinde sac işleme merkezlerindeki takım çeliklerini hiç yormadan harika bir işlenebilirlik sergilerler. Otomatik bant şerit testerelerde saniyeler içinde kanatlarından pürüzsüzce kesilen bu malzemeler, testere dişlerinde aşırı sürtünme ısıları yaratmadığı için motor ömrünü her daim korur. CNC zımbalama makinelerinde pres kuvvetiyle çoklu delik açılırken bile, malzemenin dış çeperinde çatlama ve kopma gibi mekanik sorunlara kesinlikle rastlanmaz.
Soğuk Büküm Esnekliği
Tonajlı hidrolik büküm silindirlerinde dairesel bir form verilmek istenen profiller, büküm esnasında ezilme gibi istenmeyen bir refleks gösterebilir. Bu ezilmeyi engellemek için deneyimli operatörler silindir valslerinin içlerine malafa yerleştirerek çeliğin sadece büküm yönüne pürüzsüzce itaat etmesini sağlarlar.
Talaşlı İmalat Performansı
Köşe taşıyıcılara kalın montaj cıvataları takılabilmesi için açılan deliklerde, çeliğin içinde sert sürpriz parçacıklar olmaması CNC matkapları için düzenli bir işleme konforu yaratır. Matkap uçları çelik gövdenin kalbine hızla dalarken çıkan homojen çelik talaşı küçük parçalar halinde kırılarak tezgaha sarılma tehlikesini bitirir.
Kesici Takım Uyumu
Kalın karbon profilleri keserek fason üretim yapan testereler, çeliğin elmas köreltici olmayan uysal tabiatı sayesinde bıçaklarını çok uzun aylar boyunca bilemeden kullanabilirler. Tezgahlarda arıza periyotlarını minimuma indiren bu dostane metalürji, fason işleme tesislerinin saatlik kapasite hesaplamalarını daima zirveye yakın tutar.
Delik Açma ve Zımbalama
Profilin et kalınlığı inceyse delik açma işlemi matkap yerine, saniyede bir vuruş yapan pnömatik zımba makineleriyle çok daha hızlıca gerçekleştirilir. Zımba presinin şok vuruntusu çelik malzemeyi delerken, yumuşak alaşım deliğin etrafında şişme oluşturmayarak cıvatanın zemine tam düz oturmasını sağlar.
Kaynaklanabilirlik ve Montaj
Karbon oranının titiz laboratuvar formülleriyle çok düşük sınırlarda tutulduğu yapı çelikleri, dünya sanayi arenasında kaynak kabiliyeti en sarsılmaz metal grubu olarak tam puan alırlar. Şantiyelerde vinç bomları veya çatı makasları kaynatılırken, standart gazaltı veya elektrik ark yöntemleriyle hiçbir ağır ön fırınlamaya gerek kalmadan mükemmelen nüfuz edip kaynarlar. Kaynak torcu geri çekildiğinde donan eriyik bölgede tehlikeli cam sertliğinde yapılar oluşturmadığı için, yüzeyde soğuk kılcal çatlaklar kesinlikle baş göstermez.
Isıdan Etkilenen Bölge (HAZ) Özellikleri
Kalın etli profilleri ağır amperli ısıyla doldurduktan sonra ortam havası eksi derecelere inse dahi, ısıl büzülme stresi kök çatlağı oluşturacak yıkıcı bir basınca dönüşmez. Çatlaksız ve yavaşça soğuyan bu harika karakter, köprü tabliyelerinde test yapan mühendislere kaynakları ilk seferde hızla onaylama büyük konforu verir.
Gazaltı ve Elektrot Metotları
Kapalı atölyelerdeki seri kaynak robotları, birleşim yüzeyini koruyucu gazla örtüp tel doldururken malzemenin aşırı ısıdan yamulmasını ve ekseninden kaymasını kusursuzca engeller. Şantiye çok rüzgarlıysa gaz dağılacağı için kaynak işlemi örtülü elektrotlarla yapılarak kaynak havuzu açık havanın oksijeninden cürufla örtülüp korunur.
Kök Çatlağı Önlemleri
Özellikle kalın profiller kaynatılırken ısıl büzülme soğumasından kaynaklı streslerin minimuma indirilmesi için usta ellerde doğru tel verme hızı dikkatle kalibre edilir. Endüstri kurallarına tam uygun atılan temiz pasolar, köprülerin veya dev binaların sismik sarsıntı esnemelerindeki yıkıcı yükünü sarsılmaz bir bütünlükle taşır.
Tahribatsız Muayene (NDT) Testleri
Ağır taşıyacak konstrüksiyon düğüm noktaları kaynatıldığı an uzmanlar, dikişin içine hapsolmuş mikroskobik gaz boşluklarını aramak için Röntgen cihazlarını derhal bağlarlar. Nitelikli gazla kaynatılan düşük karbonlu çelikler, dikiş içindeki boşluksuz yapıları sayesinde bu ağır NDT testlerinden her zaman hatasız rapor alarak geçerler.
Türkiye Geneli Sevkiyat Bölgemiz
Ağır tonajlı sanayinin ana şasesini oluşturan çelik profillerinizin CNC servislerinden çıkıp şantiyenize kadar paslanmadan ve bükülmeden ulaşması, ileri düzey bir lojistik uzmanlığını zorunlu kılar. Açık dorse tırlara yüklenen sac demetleri, ahşap yastıklama takozlarıyla tabana oturtularak otoyol kasislerinde plakanın kalıcı sehim alması tamamen izole edilir. İmalat süreçlerinizin şantiyede asla duraksamaması için tır şoförleri malzemeleri orijinal EN sertifikaları ve irsaliyeler eşliğinde yetkili şefinize zamanında eksiksiz teslim eder.
Ağır Yük Nakliye Planlaması
Fabrikalarımızın geniş lojistik altyapısı, ağır tonaj kısıtlamalarına uyan güzergah analizleriyle baraj şantiyelerinden endüstri bölgelerine kadar eksiksiz sevkiyatlar düzenler. Dorse üzerinde ağırlık merkezi dijital olarak dengelenen yükler, otoyol virajlarında devrilme tehlikesi yaratmadan tam zamanında hedefe güvenle varır.
Şantiye Teslimat Operasyonları
Lojistik araçlarımız şantiyenizin girişine vardığında, sahadaki gezer vinç operatörleriyle İSG kurallarına harfiyen uyarak eşgüdümlü indirme işlemi güvenle başlatılır. Paletlerin üzerinde yer alan döküm numaraları sertifikalarla şeffaf bir şekilde çapraz kontrolden geçirilerek doğrulanır ve mal kabul süreci hızla tamamlanır.
Güvenli Yükleme Kuralları
Paketlerin tırlarda ani fren esnasında şoför kabinine çarpmasını veya bükülmesini önlemek için zincir bölgelerine koruyucu köşebentler takılır ve sapanlarla sıkıca gerdirmeler uygulanır. Özenle paketlenmiş saclar lazer tezgahınıza yattığında hiçbir form bozukluğu göstermeden kesime kusursuzca girerek otoyol sürüş güvenliğini de resmen onaylar.
Sevkiyat İlleri Tablosu
Türkiye’nin her mevsim iklimine, sahil şeridinden dağ şantiyesine kadar 81 ilin tamamına güvenle, zamanında ve sigortalı ulaştırdığımız kesintisiz hammadde lojistik ağımızı aşağıdaki tablodan bulabilirsiniz.
| Adana | Adıyaman | Afyonkarahisar | Ağrı |
| Amasya | Ankara | Antalya | Artvin |
| Aydın | Balıkesir | Bilecik | Bingöl |
| Bitlis | Bolu | Burdur | Bursa |
| Çanakkale | Çankırı | Çorum | Denizli |
| Diyarbakır | Edirne | Elazığ | Erzincan |
| Erzurum | Eskişehir | Gaziantep | Giresun |
| Gümüşhane | Hakkari | Hatay | Isparta |
| Mersin | İstanbul | İzmir | Kars |
| Kastamonu | Kayseri | Kırklareli | Kırşehir |
| Kocaeli | Konya | Kütahya | Malatya |
| Manisa | Kahramanmaraş | Mardin | Muğla |
| Muş | Nevşehir | Niğde | Ordu |
| Rize | Sakarya | Samsun | Siirt |
| Sinop | Sivas | Tekirdağ | Tokat |
| Trabzon | Tunceli | Şanlıurfa | Uşak |
| Van | Yozgat | Zonguldak | Aksaray |
| Bayburt | Karaman | Kırıkkale | Batman |
| Şırnak | Bartın | Ardahan | Iğdır |
| Yalova | Karabük | Kilis | Osmaniye |
| Düzce | – | – | – |
Sık Sorulan Sorular
Ağır sanayi otomasyon projelerinizi ve bina konstrüksiyonlarınızı projelendirirken mühendislik ofislerinden veya ihale satın alma yöneticilerinden gelen ticari soruları şeffaf dille cevaplandırıyoruz. Doğru kalitedeki levhaların sipariş masasından şantiyede ustaların kaynak tezgahına ineceği ana kadar yaşanabilecek tüm evrak detaylarını aydınlatmayı vizyon ediniyoruz. Tesisinizin bütçesini enflasyona karşı koruyan ve firmanızın şantiyedeki gücüne prestij katan kilit sipariş ve sertifika yanıtlarına aşağıdan kolaylıkla ulaşabilirsiniz.
Fiyat Politikası Nasıl Belirlenir?
Tonaj ve birim maliyet hesaplamaları; tercih edeceğiniz tokluk test sınıfına, özel kesim ölçülerine ve küresel LME çelik hurda endekslerine göre anlık şeffaf bir algoritmayla belirlenir. Yüklü şantiye alımlarınızda toptan bağlantı kotalarından yararlanarak, sonradan hiçbir gizli lojistik bedeli ödemeden net ticari maliyetinizi baştan bilirsiniz.
Minimum Sipariş Miktarı Nedir?
Binlerce metrekarelik dev çelik depolarımızda endüstriyel standart ölçülerdeki levhalar sürekli hazır bulunduğundan, firmaları zorda bırakan kati bir asgari tonaj limiti dayatmıyoruz. Yalnızca projeye has standart dışı ekstrem kalınlıklarda haddehanelerin kapasite şartları gereği oluşan asgari üretim limitleri karşılıklı teyitleşerek siparişe yansıtılır.
Teslimat Süresi Ne Kadardır?
Onayını verdiğiniz standart stok içi karbon çeliği malzemeler, otoyol yoğunluğuna bağlı olarak genellikle bir veya en geç üç iş günü içerisinde kapınıza tırla sevk edilir. Lazerle özel ebatlama, CNC büküm veya kumlama/astar boya gibi ekstra mesaisi isteyen taleplerde, makine işlem süresi takviminize eklenerek gecikmesiz teslimat yapılır.
Kalite Belgesi Veriliyor Mu?
Sevkiyat merkezimizden çıkan her ton çelik, üretildiği haddehanenin Avrupa test normlarına tam uyumlu olduğunu belgeleyen orijinal (EN 10204 3.1) laboratuvar sertifikalarıyla teslim edilir. Sac plakalarının üzerindeki şarj numarasıyla birebir örtüşen bu evraklar, yürüttüğünüz uluslararası projelerin devlet denetimlerinden hiçbir reddedilme yaşamadan anında onay almasını temin eder.