- DD11 Asitli sac Fiyatları
- DD11 Asitli sac Ebatları
- 3mm DD11 Asitli sac Kalınlıkları
- DD11 Asitli sac Ölçüleri
- DD11 Asitli sac Kaliteleri
- DD11 Asitli sac Karşılaştırmaları
- S235JR Muadili DD11 Asitli sac Karşılaştırması
- DD11 Asitli sac Teknik Varyasyonları
- DD11 Asitli sac İşlenebilirliği
- DD11 Asitli sac Kaynaklanabilirliği
- DD11 Asitli sac Kullanım Alanları
- DD11 Asitli sac Sevkiyat Bölgemiz
- DD11 Asitli sac Sık Sorulan Sorular
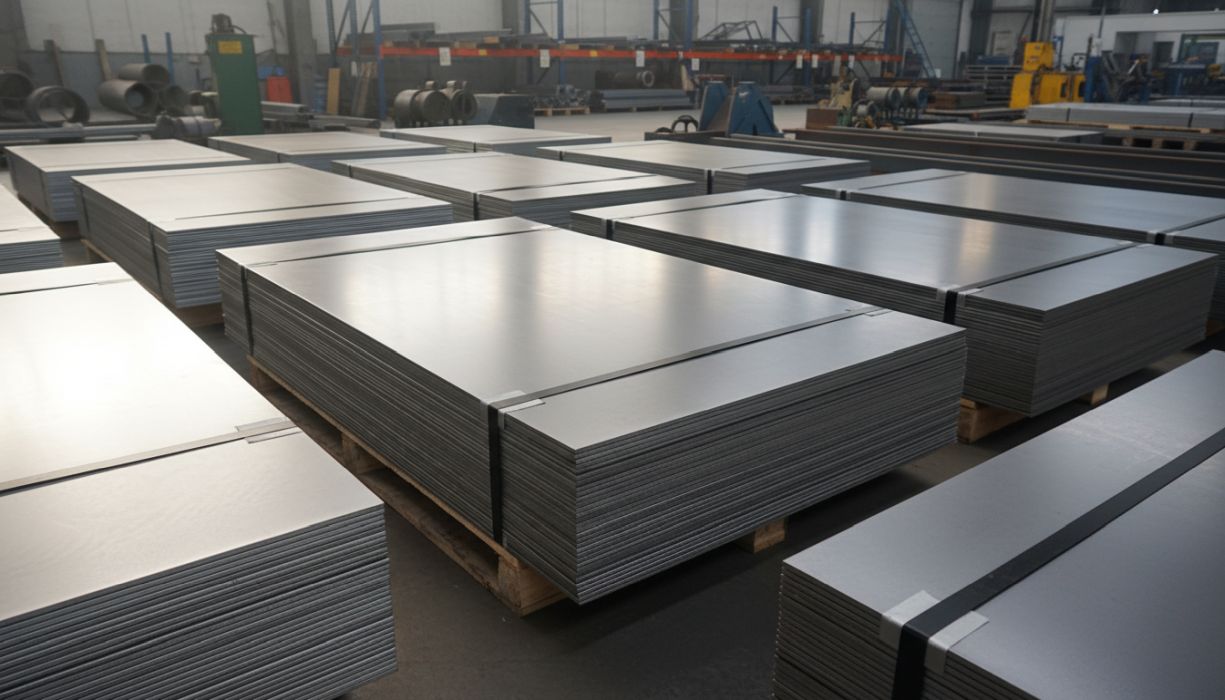
Endüstriyel imalat sanayisinde pürüzsüz yüzey kalitesi ve yüksek şekillendirme kabiliyeti arandığında, asitleme işleminden geçmiş sıcak haddelenmiş çelikler bir adım öne çıkar. Bu noktada DD11 Asitli sac, sıcak haddelenmiş malzemenin yüzeyindeki termal tufal tabakasının kimyasal havuzlarda tamamen temizlenmesiyle elde edilen üstün bir mühendislik ürünüdür. Yüzeyi tufalsiz ve korozyona karşı koruma amacıyla hafif yağlı olan bu malzeme, otomotiv yan sanayisinden beyaz eşya gövdelerine kadar çok geniş bir yelpazede güvenle tercih edilmektedir. Malzemenin sunduğu mükemmel büküm ve derin çekme özellikleri, pres kalıplarında sıfır hata ile üretim yapılmasını güvence altına alır.
Gelişmiş haddehane tesislerinde hassas sıcaklık kontrolleriyle ergitilen bu ürün, düşük karbon içeriği sayesinde olağanüstü bir yapısal esneklik sergilemektedir. İçerisindeki optimize edilmiş kimyasal formülasyon, atölyedeki ağır presleme veya derin sıvama işlemlerinde malzeme yırtılmasını kesin olarak önler. Yüzey kalitesi konusunda HRP (Hot Rolled Pickled) standartlarını karşılayan bu yapı, lazer kesim makinelerinde çapaksız ve pürüzsüz bir işleme avantajı yaratır. Seri imalat projelerinin tasarımında mühendislere ve kalıpçılara benzersiz bir esneklik sunmaktadır.
DD11 Asitli sac Fiyatları
Uluslararası demir çelik borsalarındaki hammadde arzı ve talebi, endüstriyel levhaların nihai pazar maliyetlerini doğrudan belirleyen temel dinamiklerdir. Bu tufalsiz temiz çeliğin fiyatları formülize edilirken, plakanın veya rulonun et kalınlığı, genişliği ve sipariş edilen tonaj miktarı titizlikle değerlendirilir. Mühendislik bütçelendirmesini hatasız yapmak için piyasada referans olan DD11 asitli sac verilerini izlemek şirketlere büyük ticari esneklik sağlar. LME endekslerindeki anlık dalgalanmalar, stratejik hammadde bağlantılarının ticari temelini doğrudan oluşturur.
Küresel Piyasa Etkileri
Çelik döküm fabrikalarındaki enerji tüketim maliyetleri ve kimyasal temizleme prosesi giderleri, piyasa satış rakamlarına anında yansımaktadır. Lojistik navlun giderlerinin ve uluslararası döviz paritelerinin agresif hareketleri de bu global hammadde maliyet tablolarını büyük oranda şekillendirir. Ağır imalat yatırımlarında fiyat trendlerini doğru bir teknik vizyonla okumak, üretici firmaların ticari zarar risklerini ortadan kaldırır.
Maliyet Optimizasyonu
Büyük çelik servis merkezleriyle yıllık bağlantılar yapmak, anlık fiyat şoklarından imalat bandını korumanın bilinen en güvenli ve akılcı yoludur. Bu satınalma stratejisi, fabrikanızın hammadde bütçesini aylar öncesinden sabitleyerek genel proje kârlılığını doğrudan yukarıya çeker. Sabit fiyat garantili toplu rulo alımları, preslenen parça başına düşen birim maliyetleri ciddi oranlarda aşağı çekmektedir.
Tahmini Fiyat Tablosu
Aşağıdaki tabloda, güncel dinamikler ışığında hazırlanan ve endüstriyel kullanıma uygun tahmini plaka fiyatlandırmalarını detaylıca inceleyebilirsiniz. Belirtilen bu ortalama rakamlar, https://oluklusac.com.tr/ referanslı hammadde borsa endekslerine göre şekillenmiş ticari değerleri yansıtmaktadır. Net proje iskonto oranları için yetkili satış departmanlarımızdan yazılı teklif almanız önerilir.
| Kalınlık (mm) | Standart Ebat (mm) | Tahmini Fiyat (USD/Ton) | Endüstriyel Kullanım Alanı |
|---|---|---|---|
| 1.5 mm | 1000 x 2000 | $880 – $920 | Otomotiv İç Parçaları |
| 2.0 mm | 1200 x 2400 | $870 – $910 | Beyaz Eşya Taşıyıcı İskeleti |
| 3.0 mm | 1500 x 3000 | $860 – $900 | Derin Çekme Makine Gövdeleri |
| 4.0 mm | 1500 x Rulo | $850 – $890 | Boru ve Profil İmalatı |
| 5.0 mm | Özel Rulo Kesim | $870 – $920 | Hafif Çelik Raflar |
DD11 Asitli sac Ebatları
Seri üretim yapan makine sanayisinde kullanılan şekillendirilebilir sacların doğru boyutlandırılması, projenin hurda fire oranını doğrudan etkileyen hayati bir parametredir. Uluslararası EN 10111 standartlarının izin verdiği ölçü toleranslarında tedarik edilen bu ürünler, müşterilerin pres masalarına göre esnek formatlarda sunulur. Doğru ebat formatının baştan seçilmesi, üretim bandındaki büküm hızını artırırken gereksiz çelik israfını tamamen durdurur. Otomotiv sac profillerinin fire hesabı daima bu orijinal fabrika ebatları üzerinden dizayn edilir.
Standart Rulo Genişlikleri
Çelik servis merkezlerinde genellikle bin, bin iki yüz ve bin beş yüz milimetre genişliklerinde devasa rulo (bobin) saclar üretim devamlılığı için hazırda tutulur. İmalatçıların tasarım ölçülerine göre yüksek kapasiteli boy kesme veya dilme hatlarında işlem yapılarak şantiye bantlarına hazır formlar yaratılır. Kesintisiz soğuk şekillendirme yapan haddehaneler için bu rulo formundaki hammaddeler büyük bir üretim ivmesi sağlar.
Plaka Kesim Formatları
Bobinden açılan HRP çelikleri, modern giyotin hatlarından geçerek atölyelerdeki montaj kolaylığı adına klasik plaka ölçülerine paketlenerek özenle hazırlanır. Plaka formatı, üretim sahasında tavan vinçleriyle rahatça istiflenmesi ve plazma tezgahlarda anında işlenmesi için en mantıklı lojistik seçenektir. Lojistik tır dorse kapasiteleri de bu levhaların standart boyutlarına göre titizlikle belirlenir.
Lazer Kesim Ebatlandırma
İşletmeler kendi statik kalıp resimlerine en uygun plaka ebadını belirleyerek kenar hurda ve çapak maliyetlerini ciddi oranda düşürürler. Tam otomatik lazer tezgahlarında yapılan akıllı ön yerleşim (nesting) işlemleri, tek bir levhadan maksimum verimde parça alınmasını garantiler. Optimum parça ebatlandırması hem proje bütçesini korur hem de sürdürülebilir, sıfır atık bir sanayi modeli oluşturur.
3mm DD11 Asitli sac Kalınlıkları
Derin çekme gerektiren kalıp konstrüksiyonlarının dinamik test hesaplamaları yapılırken mühendislerin en çok üzerinde durduğu değişken optimum et kalınlığıdır. Et kalınlığının ideal seviyede olması, özellikle 3mm DD11 Asitli sac kalınlıkları sayesinde beklenen yapısal tokluğun ve kolay formlanabilirliğin korunmasını sağlar. Seçilen milimetrik kalınlık değeri, malzemenin preste yırtılmadan ne kadar uzayabileceğini doğrudan tayin etmektedir. Mühendislikte kullanılan bu ince kalınlık toleransları, seri imalatın güvenliğini uzun vadede garanti altına alır.
İnce Kesit Avantajları
Bir veya iki milimetre gibi ince kesitli yassı çelik plakalar, otomotiv dış kaportalarında ve ofis mobilyalarının dış panellerinde yaygınca kullanılır. Soğuk şekillendirme operasyonlarında bu ince et kalınlıklı saclar çok daha hızlı, firesiz ve pürüzsüz biçimde katlanıp bükülür. Nihai ürünın toplam ağırlığından büyük oranda tasarruf sağlayan bu kalınlıklar, tüketiciye ekstra kullanım rahatlığı sunar.

Orta Kalınlık Performansı
Üç ile altı milimetre arasındaki orta kalınlıktaki levhalar, raf taşıyıcı direklerinde ve hafif makine şaselerinde ana gövde görevleri üstlenir. İstenilen taşıma sınıfı yükseldikçe kalınlık da kontrollü olarak artırılır ve parça dayanımı maksimuma ulaştırılır. Yüksek esneklik sunan bu çelik levhaların bükülmesi, standart hidrolik abkant preslerde oldukça kolay ve pratiktir.
DD11 Asitli sac Ölçüleri
Otomotiv ve beyaz eşya gövde levhalarının geometrik olarak doğru ölçülendirilip ağırlıklarının hatasız hesaplanması, hem üretim planlaması hem de lojistik organizasyonu için hayati önem taşır. Üç boyutlu tasarım programları sonucunda malzemenin fabrikaya tam olarak hangi ebatlarda sevk edileceği netleşir. Hatalı ve tolerans dışı dilimlenmiş bir ölçü, pres kalıplarında sıkışmaya veya ürünün hatalı basılmasına yol açar. Ölçülendirme mutlaka giyotin ve pres hatlarının maksimum çalışma boyutlarına uygun olarak planlanmalıdır.
Geometrik Rulo Dilme İşlemleri
Geniş üretim hatlarında genellikle standart büyük rulolardan ziyade, spesifik genişliklerde dilinmiş şerit rulolar talep edilmektedir. Gelişmiş çelik servis merkezlerinde ana rulo üzerinden sıfır hata ile istenilen milimetrik genişliklerde dilme işlemleri sorunsuzca çıkartılır. Bu otomatik endüstriyel dilme sistemleri seri imalatta operatör ölçüm hatalarını tamamen sıfırlayarak mükemmel şerit levhalar yaratır.
DD11 Asitli sac Kaliteleri
Derin çekme imalat çeliklerinin genel kalitesi, döküm potasında ergitme esnasında içerisine katılan alaşım elementlerinin düşük mühendislik oranlarıyla doğrudan ilişkilidir. Endüstride çok yoğun talep gören DD11 Asitli sac kaliteleri, şekillendirmeye uygun düşük akma mukavemetiyle global sac işleme sektöründe sarsılmaz bir yere sahiptir. Üretim sürecindeki her HRP rulo, gelişmiş kalite laboratuvarlarında tahribatlı kopma ve uzama testlerine tabi tutularak kontrol edilir. Bu kalitenin sektördeki en belirgin özelliği kalıp içinde esnerken kırılganlık göstermemesidir.
EN 10111 Standartları
Avrupa EN 10111 normlarında tanımlanan bu sac çeliği, sürekli soğuk şekillendirmeye uygun sıcak haddelenmiş düşük karbonlu çelikler sınıfında yer almaktadır. İsmindeki “DD” uzantısı malzemenin derin çekme (Deep Drawing) özelliklerine sahip olduğunu resmi olarak tesciller. Bu seviyedeki süneklik, karmaşık otomotiv parçalarının üretimi için genel kabul görmüş en güvenilir standarttır.
Düşük Akma Mukavemeti Avantajı
Çeliğin ergitilmiş kimyasal formülünde bulunan çok düşük karbon oranı, malzemeye olağanüstü bir yumuşaklık ve esneme kabiliyeti katar. Üst sınır olarak genellikle 170 ile 360 MPa arasında değişen akma mukavemeti, ağır tonajlı preslerde malzemenin hamur gibi şekil almasını sağlar. Yüksek saflıktaki bu ergitme teknolojisi, yırtılma ve geri yaylanma sorunlarını tamamen tarihe karıştırır.
DD11 Asitli sac Karşılaştırmaları
Yeni bir metal kutu veya kaporta tasarım aşamasında, doğru malzeme seçimi için alternatif çelik kaliteleri detaylı bir performans analizine sokulur. Yapısal verimliliği artırmak ve fire maliyetini düşürmek için yapılan DD11 Asitli sac karşılaştırmaları, malzemenin diğer sert saclara göre sunduğu üstün şekillendirme sınırlarını netleştirir. Projelerde kullanılacak malzemenin büküm kabiliyeti, akma değeri ve yüzey temizliği bu kıyaslamanın teknik omurgasını teşkil eder. Optimum malzemeyi en baştan hatta seçmek, devasa imalatları ömür boyu kusursuz hale getirir.
SAE 1010 ile Farkları
Gündelik imalatta yaygınca başvurulan SAE 1010 sac fiyatları bazlı ticari ürünlerle kıyaslandığında, DD11’in mekanik değerleri oldukça benzer bir süneklik eğrisi çizer. SAE 1010 genel bir ticari standart iken, DD11 Avrupa normlarına göre özel olarak derin çekme kalitelerine ayrılmış daha regüle bir üretim sürecini temsil eder. Otomotiv projelerinin birçoğunda bu iki kalite birbirinin doğrudan muadili olarak şartnamelerde yer almaktadır.
Sıcak Siyah Sac ile Kıyas
Aynı kimyasal öze sahip standart sıcak haddelenmiş (siyah) saclar ile HRP (asitli) saclar arasındaki devasa fark tamamen yüzey kondisyonundadır. Siyah sacın yüzeyinde kalın bir termal pas ve tufal tabakası varken, asitli sac pırıl pırıl temizlenmiş ve boyaya anında hazır bir haldedir. Bu yüzey temizliği lazer kesim optiklerinin ömrünü korur ve ilave kumlama maliyetlerini ortadan kaldırır.
Sac Karşılaştırma Tablosu
Endüstriyel imalatta sıkça rastladığımız yassı çelik türlerinin teknik farklılıklarını ve kullanım amaçlarını aşağıdaki karşılaştırma tablosunda detaylıca inceleyebilirsiniz. Bu spesifik veriler, üretim bandınıza en uyumlu çeliği şüpheye yer bırakmadan güvenle seçmenize olanak sağlayacaktır.
| Çelik Kalitesi | Yüzey Durumu & Kaplama | Ortalama Akma Dayanımı | Temel Endüstriyel Kullanım Alanı |
|---|---|---|---|
| DD11 (HRP) | Tufalsiz Asitli, Yağlı, Boyaya Hazır | 170 – 340 MPa | Derin Çekme, Kalıp İçi Şekillendirme |
| S235JR | Sıcak Hadde, Tufallı, Siyah | 235 MPa | Genel Yapı İskeleti, Standart Profil |
| DC01 (DKP) | Soğuk Hadde, Pürüzsüz Parlak | 140 – 280 MPa | Hassas Yüzeyli Beyaz Eşya, Panel |
| SAE 1010 | Yağlı veya Kuru (Üretime Bağlı) | ~180 MPa | Otomotiv Parçası, Derin Çekme Gövde |
S235JR Muadili DD11 Asitli sac Karşılaştırması
Tedarik zincirlerinde yaşanan farklılıklar, mühendisleri üretimlerini aksatmamak adına birbirine uyumlu sac ürünlerine yöneltmektedir. Akma mukavemeti göz önüne alındığında, S235JR çeliği yapısal bir taşıyıcı iken DD11 serisi şekillendirme çeliği olarak farklı formlara hizmet eder. Ancak ince konstrüksiyonlarda veya statik yükün çok olmadığı kaporta tasarımlarında S235JR yerine asitli malzeme kullanmak yüzey hazırlığı açısından her zaman çok daha pratik bir endüstriyel alternatifter.
Yüzey ve İmalat Geçişleri
Lazer kesim büroları makineye veri girerken siyah sacdan HRP kaliteye geçişlerde kesim hızını belirgin ölçüde artırarak üretim avantajını yakalarlar. Lazerin optik kafası asitli temiz yüzeyde sekme yapmadan çok hızlı ilerler, konstrüksiyonun toplam kesim maliyetini ciddi oranda aşağı çeker. Bu imalat hamlesi, artan birim sac fiyatını rahatça tolere ederek projeyi ticari açıdan karlı hale getirir.
Tasarımda Süneklik Avantajları
S235JR kalitesiyle sert dönüşlü bükümlerde yaşanan köşelerdeki mikro yırtılmalar, bu malzemenin muadil olarak devreye girmesiyle kolaylıkla sıfırlanır. Yüksek uzama kapasitesi sayesinde, malzemenin tasarımcıya sunduğu en büyük fiziksel avantaj kalıplarda takılmamasıdır. Estetiğin ve boya kalitesinin ön planda olduğu ticari ürünlerde her zaman bu pürüzsüz kalitenin kullanılması şiddetle teşvik edilir.
DD11 Asitli sac Teknik Varyasyonları
Kullanılacak şekillendirilebilir çeliğin nihai mekanik yüzeyi ve içyapı tokluğu, döküm tesisinde maruz kaldığı haddeleme tekniğine ve kimyasal banyolara göre farklılaşır. Proje ihtiyacına yönelik olarak sipariş edilen DD11 Asitli sac teknik varyasyonları, ürünün şantiyedeki paslanma ve raftaki depolama koşullarını direkt olarak etkilemektedir. Çelikhaneler müşterinin istediği bu spesifik yüzey beklentilerine göre asit havuzlarındaki süreleri özel olarak programlar. Teslimat kondisyonunun “HRP” (Hot Rolled Pickled) formatında standartlaşması bu kalitenin adını belirler.
Asitleme Süreci (Pickling)
Sıcak haddelenmiş çelik bobinler, devasa tesislerde seyreltik hidroklorik asit havuzlarından geçirilerek yüzeylerindeki termal tufal (oksit) tabakasından tamamen arındırılır. Bu asitleme işlemi malzemenin mikroskobik düzeyde temizlenmesini sağlarken, devasa bir boya tutunma yüzeyinin düşük maliyetle elde edilmesini sağlar. Asitten çıkan sac tertemiz, gri-gümüş bir metalik renge kavuşur.
Yağlama Prosesi (Oiling)
Asit havuzundan çıkan ve tufalsiz kalan saf çelik yüzey, havadaki oksijen ve neme karşı son derece korumasızdır ve anında paslanmaya başlar. Bu hızlı oksitlenmeyi önlemek için, rulo sarılmadan hemen önce yüzeye homojen koruyucu bir ince yağ tabakası püskürtülür. Bu yağlama işlemi sacın müşteri depolarında aylarca paslanmadan beklemesini güvence altına alır.
DD11 Asitli sac İşlenebilirliği
Malzemenin akma mukavemeti genel inşaat çeliklerinden daha düşük ve uyumlu olduğundan, ağır pres parkurlarında işlenebilirlik seviyesi operatörleri fazlasıyla memnun eder. Özel asitli plakanın homojen yapısı, derin sıvama operasyonlarında kalıp takım aşınmalarını tolere edilebilir seviyelere güvenle indirir. Doğru V kalıp baskısı, uygun iç radyüs ve hidrolik basınç ayarıyla sac levhalar seri şekilde istenilen formlara sokulabilir. Çeliğin içerisindeki esneklik kıvrım yerlerindeki dış yüzey yırtılma riskini adeta yok eder.
Derin Çekme (Deep Drawing) Performansı
Lazer veya giyotinle hassas kesilmiş yassı levhalar, dev hidrolik abkant ve eksantrik preslerde oda sıcaklığında kutu, kaporta veya tencere formuna rahatlıkla sokulabilir. Çeliğin mükemmel uzama yeteneği, büküm anında dış liflerde oluşan gerilimleri tolere ederek kılcal çatlamayı engeller. Geri yaylanma etkisi bu düşük karbonlu çelikte minimum seviyede olduğu için, tecrübeli operatörler kalıptan çıkan parçayı net toleranslarla elde eder.
DD11 Asitli sac Kaynaklanabilirliği
Otomotiv şasilerinin birleşimlerinde ve beyaz eşya iç gövdelerinde en hayati noktalar genel mühendislikte dikişli veya puntalı kaynak bölgelerinden oluşmaktadır. Karbon oranı son derece düşük olduğu için bu malzemenin kaynaklanabilirlik kalitesi tüm standartlardan kusursuzca geçer. Kaynak esnasında ısıdan etkilenen bölgede sonradan ani bir hidrojen çatlaması veya yapısal gevrekleşme kesinlikle görülmez. Hem atölye robotik hatlarında hem de manuel ortamlarda standart kaynak parametreleri harika sonuçlar verir.
Punta (Direnç) Kaynağı Uyumu
Çeliğin yüzeyinde elektriksel direnç yaratacak tufal tabakası olmadığı için asitli ürünler punta kaynağında mükemmel bir elektrik iletkenliği sağlar. Otomotiv endüstrisinde saç parçaların birbirine hızlıca preslenip puntalanması, temiz yüzey sayesinde saniyelik bir hatasız işleme dönüşür. Punta noktaları ana gövde kadar sağlam ve sökülmez bir bağ kurar.
Gazaltı Kaynak Pratikliği
Bu düşük karbonlu çeliğin birleştirilmesinde SG2 sınıfı standart kaynak telleri ile koruyucu gaz karışımları kullanılır. Kapalı atölye ortamında gazaltı systems kullanılarak otomasyona bağlı, el değmeden hızlı ve estetik bir dikiş nüfuziyeti rahatlıkla sağlanır. Kaynak bölgesindeki cüruf miktarı son derece düşüktür.
DD11 Asitli sac Kullanım Alanları
Benzersiz şekil alma kabiliyeti ve pürüzsüz boya tutucu dokusunun getirdiği büyük imalat avantajları sayesinde hafif sanayinin her kolunda bu çeliklere rastlamak mümkündür. Temel görsel ve dış kaporta gövde malzemesi olarak otomobillerde, asansör kabinlerinde ve metal mobilyalarda bu malzemenin pürüzsüzlüğünden maksimum seviyede faydalanılır. Çok esnek olması ve kalıplarda kusursuzca uzaması bu sacı aranan bir mühendislik hammaddesi yapmıştır. Endüstriyel ürün tasarımcıları bu ürün sayesinde çok daha estetik, kavisli ve modern formlar üretebilirler.
Otomotiv Yan Sanayi
Binek araçların iç aksam taşıyıcıları, kapı karkasları ve koltuk iskeletlerini oluşturan çelik şekilli parçalar çoğunlukla bu malzemeden imal edilir. Malzemenin sağladığı ince cidarlı fakat hatasız bükülmüş yapı, ardışık kalıplarda seri imalat hızını tepe noktaya taşır. Zaman geçtikçe şasenin titreşim yorulma direncini koruması otomotiv güvenliğine değer katar.
Beyaz Eşya ve Isıtma Sistemleri
Buzdolabı yan panelleri, çamaşır makinesi gövdeleri ve radyatör ısıtma panellerinde bu malzemenin esnek ve pürüzsüz yapısı sıkça tercih edilir. Üzerine atılan ince toz boyanın portakallanma yapmadan kusursuzca tutunması tasarımcılar için büyük bir görsel lükstür. Günlük hayatta elimizin değdiği birçok metal eşya bu malzemeyle şekillenir.
DD11 Asitli sac Sevkiyat Bölgemiz
Tonlarca ağırlığa sahip ve çizilmeye müsait asitli sac rulolarının atölye alanlarına sıfır korozyonla ve tam zamanında ulaştırılması kusursuz bir lojistik uzmanlık operasyonudur. Taşıma planlamasında ağır tırların dorse kapasiteleri ve sevkiyat rotasının zemin şartları dijital ortamda yolculuk öncesi hesaplanır. Ahşap beşlik takozlarla tır zeminine çelik sapanlarla bağlanan dev sac ruloları veya plaka paketleri, en zorlu otoban virajlarında dahi kayma tehlikesi yaşatmaz.
Yağış ve Neme Karşı Lojistik
Bu saclar üzerinde koruyucu tufal olmadığı için neme ve suya karşı son derece hassastır. Karayolları taşıma prosedürlerinde araçlara sıkıca çekilen su geçirmez endüstriyel kalın brandalar, malzemenin fabrikanıza yağmurdan kaynaklı pas oluşmadan tertemiz girmesini temin eder. Sipariş edilen tüm çelik malzemeler sevkiyat anından itibaren sahanıza inene kadar geniş kapsamlı nakliye sigortasıyla %100 güvence altına alınır.
Türkiye Geneli Sevkiyat Tablosu
Aşağıdaki lojistik tablomuzda, yerel otomotiv yan sanayi atölyelerine ve dev imalat firmalarına sürekli HRP hammadde tedarik zinciri sağladığımız tüm illerimizi şeffaf bir biçimde inceleyebilirsiniz. Hiçbir coğrafi bölge ayrımı yapmaksızın Türkiye’nin her köşesine bu stratejik yassı çelikleri zamanında ulaştırıyoruz.
| Adana | Adıyaman | Afyonkarahisar | Ağrı |
| Amasya | Ankara | Antalya | Artvin |
| Aydın | Balıkesir | Bilecik | Bingöl |
| Bitlis | Bolu | Burdur | Bursa |
| Çanakkale | Çankırı | Çorum | Denizli |
| Diyarbakır | Edirne | Elazığ | Erzincan |
| Erzurum | Eskişehir | Gaziantep | Giresun |
| Gümüşhane | Hakkari | Hatay | Isparta |
| Mersin | İstanbul | İzmir | Kars |
| Kastamonu | Kayseri | Kırklareli | Kırşehir |
| Kocaeli | Konya | Kütahya | Malatya |
| Manisa | Kahramanmaraş | Mardin | Muğla |
| Muş | Nevşehir | Niğde | Ordu |
| Rize | Sakarya | Samsun | Siirt |
| Sinop | Sivas | Tekirdağ | Tokat |
| Trabzon | Tunceli | Şanlıurfa | Uşak |
| Van | Yozgat | Zonguldak | Aksaray |
| Bayburt | Karaman | Kırıkkale | Batman |
| Şırnak | Bartın | Ardahan | Iğdır |
| Yalova | Karabük | Kilis | Osmaniye |
| Düzce | – | – | – |
DD11 Asitli sac Sık Sorulan Sorular
Sektördeki üretim mühendislerinden ve dev karoser fabrikalarının satın alma departmanlarından gelen piyasa geri bildirimlerini özenle ve dikkatlice derledik. Sipariş onayından imalat şantiyesine teslimata kadar olan ağır işleyişte kafanıza takılabilecek standart teknik soruları bu bölümde şeffafça yanıtlıyoruz. Amacımız şirketinizin pres üretim takvimi sekteye uğramadan, ürünleriniz için en doğru hammaddeyi seçmenize profesyonel bir kılavuzluk yapmaktır.
Fiyatlandırma Neye Göre Belirlenir?
HRP sac satış maliyetleri hesaplanırken malzemenin net kalınlığı, asitleme kimyasal maliyetleri, dünya çelik borsalarındaki demir kurları ve fire oranları formülize edilir. Satış mühendislerimiz fabrikanızın yıllık ortalama tonaj hedeflerine bağlı olarak büyük oranlı toplu alım ıskontoları uygulayarak işletme nakit akışınızı her zaman korur. Etik ticari yaklaşımlarımız sayesinde sipariş sonunda sürpriz fiyat farkı faturaları veya gizlenmiş ekstra lojistik bedelleriyle karşılaşmazsınız.
Minimum Sipariş Miktarı Ne Kadardır?
Çelik servis merkezlerimizde sürekli dönen hazır stok ağımız sayesinde, standart rulo ve levha alımlarında katı bir perakende limit kısıtlaması kesinlikle uygulamıyoruz. Ancak doğrudan haddehaneden ara kalınlıklarda çok özel bir rulo genişliği istendiğinde belirli bir şarj kotası devreye girer. Rulo açma hatlarımızın kapasitesi gereği oluşan bu asgari döküm tonaj limiti, yasal üretim prosedürü olarak çalışmaktadır.
Teslimat Süresi Kaç Gündür?
Onaylı satın alma formunuzun lojistik sistemimize işlenmesiyle birlikte, standart ebatlardaki paketli hammaddeler yalnızca birkaç iş günü içerisinde ticari tır filolarına güvenle yüklenmektedir. İhtiyacınıza göre giyotinle özel ebat dilme, boy kesme veya lazerde fason parça işçilikleri eklendiğinde teslimat planlaması güncellenir. Atölye CNC ve dilme hattının mevcut doluluğuna göre bu termin süresi birkaç iş günü daha ileriye rasyonel olarak atılabilir.
Kalite Belgesi ve Test Raporları Sunuluyor mu?
İrsaliyesi kesilen tüm HRP asitli çelikler, kanuni olarak tam bir geriye dönük izlenebilirlik kuralına uygun olarak orijinal üretici EN 10204 3.1 kalite sertifikaları ile güvenle teslim edilir. Akma ve kopma dayanımını, malzemenin uzama yüzdesini ve kimyasal element analizini detaylandıran bu resmi evraklar tarafınıza dijital PDF olarak da sunulur. Bu kalite dökümanlarını endüstriyel üretim denetimlerinde teknik evrak olarak kalite dosyalarınızda rahatlıkla kullanabilirsiniz.