- Alusi Kaplama Fiyatları
- Alusi Kaplama Ebatları
- Alusi Kaplama Kalınlıkları
- Kalınlık ve Alusi Kaplama
- Alusi Kaplama Ölçüleri
- Alusi Kaplama Kaliteleri
- Alusi Kaplama Karşılaştırmaları
- Muadil Kalite Karşılaştırması
- Teknik Varyasyonlar
- İşlenebilirlik Performansı
- Kaynaklanabilirlik Analizi
- Türkiye Geneli Sevkiyat Bölgemiz
- Sık Sorulan Sorular
Endüstriyel imalat ve otomotiv sektörlerinde, sac malzemelerin yüksek sıcaklıklara ve korozyona karşı direnç göstermesi mühendislik açısından büyük önem taşır. Bu spesifik termal ihtiyacı karşılayan Alusi Kaplama, çelik çekirdeğin alüminyum ve silisyum alaşımıyla kaplanması sayesinde mükemmel bir ısı yansıtıcılığı ve tokluk sunar. Egzoz sistemlerinden endüstriyel fırın gövdelerine kadar çok geniş bir üretim yelpazesinde güvenle kullanılmaktadır. Malzemenin sunduğu bu eşsiz yapısal kararlılık, yüksek ısı altındaki operasyonel ömrü uzatarak ağır bakım maliyetlerini radikal biçimde düşürür.
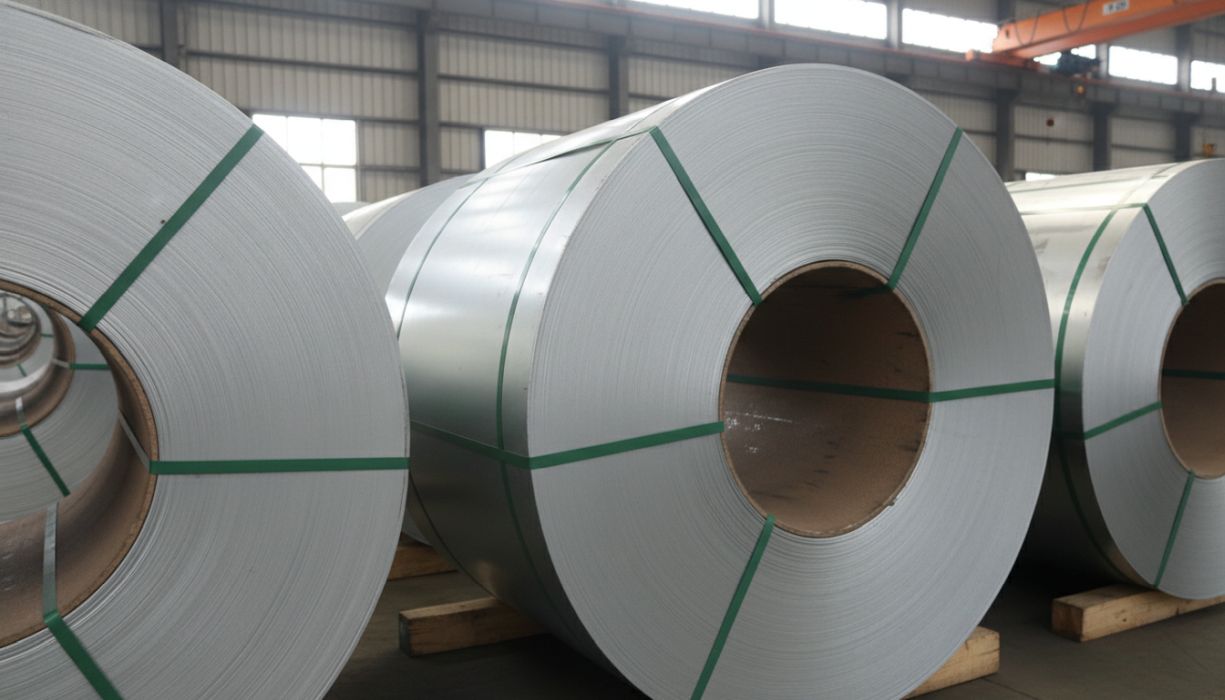
İleri teknoloji sıcak daldırma hatlarında özel parametrelerle üretilen bu yapı elemanı, mikroyapısal açıdan son derece kararlı bir metalürjik bağa sahiptir. Oksidasyon riskinin sürekli yüksek seyrettiği zorlu termal sahalarda, malzemenin dış yüzeyindeki koruyucu kalkan statik tesis güvenliğini her zaman en üst seviyede tutar. Yüzey kondisyonu konusunda uluslararası otomotiv normlarını karşılayan bu rulolar, CNC pres merkezlerinde operatörlere sorunsuz bir form verme avantajı sunar. Geleneksel sac türlerine kıyasla hem yüksek ısı dayanımı hem de işlenebilirlik vadeden Alusi Kaplama, nitelikli projelerin vazgeçilmez temel taşıdır.
Alusi Kaplama Fiyatları
Demir çelik borsalarındaki global alüminyum kurları ve haddeleme tesislerindeki enerji girdileri, endüstriyel kaplamalı sacların tonaj fiyatlarını doğrudan etkilemektedir. Bütçe analizi yapan satın alma departmanları için Alusi Kaplama fiyatları belirlenirken, malzemenin rulo genişliği ve talep edilen yüzey kaplama kütlesi titizlikle hesaplanır. Uzun vadeli tedarik bağlantıları kurmak, öngörülemeyen borsa dalgalanmalarına karşı üretim projelerinin ticari güvenliğini daima maksimum seviyeye çıkarır. Profesyonel planlama sayesinde, atölyelerdeki hammadde maliyetleri projenin başından sonuna kadar kontrol altında tutulur.
Maliyet Dinamikleri
Fabrikalardan doğrudan sipariş edilen toplam rulo tonajı ve levhaların sahip olduğu koruyucu yağlama durumu, birim maliyeti değiştiren temel ticari dinamiklerdir. Beyaz eşya ve otomotiv projelerinde bütçeyi sabitlemek için çelik servis merkezleriyle kurumsal hammadde anlaşmaları yapmak işletmelere güçlü bir finansal kalkan oluşturur. Lojistik navlun operasyonlarındaki dönemsel fiyat artışları da fabrika teslim rakamlarını direkt olarak etkileyen bir diğer önemli maliyet değişkenidir. Zamanında ve doğru analizlerle yapılan malzeme alımları, tesisin üretim bütçesini büyük oranda optimize eder.
Küresel Pazar Etkileri
Global metal piyasalarında işlem gören yassı çelik ve alüminyum külçe kurlarının anlık değeri, kaplamalı sacların genel fiyat grafiğini sürekli olarak yeniden şekillendirmektedir. Satın alma uzmanlarının uluslararası borsa endekslerini düzenli takip etmesi, şirketlerin ihale rekabet gücünü artırarak onlara stratejik avantajlar sağlar. Pazarın genel durumunu analiz etmek, hammadde krizlerinden etkilenmeden istikrarlı bir imalat süreci sürdürmenin anahtarıdır. Güvenilir tedarik zincirleri, piyasadaki agresif dalgalanmaları müşteri lehine sönümleyerek koruyucu bir rol üstlenir.
Borsa Verileri
Çelikhanelerdeki üretim maliyetlerinin uluslararası döviz endekslerine bağlı olması, rulo satış listelerinin döviz bazlı güncellenmesini mecburi kılar. Proje maliyet tablonuzu hazırlarken referans alabileceğiniz güncel fiyatlandırmalar için https://oluklusac.com.tr/ platformunu düzenli ziyaret etmeniz ticari kararlarınızı güçlendirecektir. Güncel piyasa dalgalanmaları ışığında şekillenen tahmini endüstriyel sac fiyatlandırmalarını aşağıdaki tabloda şeffafça inceleyebilirsiniz. Bu değerler, projelerinizin bütçe keşif ve planlama aşamasında size sağlam bir referans noktası sunacaktır.
Satın Alma Stratejileri
Ana dağıtıcı çelik servis merkezleriyle yıllık tonaj anlaşmaları yapmak, projeleri üretim maliyeti şoklarından korumanın bilinen en güvenilir ve kurumsal yoludur. Bu vizyoner tedarik stratejisi, fabrikanızın hammadde giderlerini aylar öncesinden güvence altına alarak ihalelerdeki brüt kârlılığınızı doğrudan yukarı taşır. Sabit fiyat garantisi sağlayan toplu alımlar, üretilen parça başına düşen operasyonel maliyetleri endüstriyel düzeyde aşağı çeker. Siparişlerin doğru zamanlanması, pres hattınızın aksamadan planlı şekilde işlemesini kesinlikle garanti eder.
| Kalınlık Aralığı | Standart Ölçü (mm) | Tahmini Fiyat (USD/Ton) | Sektörel Uygulama |
|---|---|---|---|
| 0.40 – 0.80 mm | 1000 x Rulo | $1150 – $1250 | Beyaz Eşya İç Aksamları |
| 0.90 – 1.20 mm | 1250 x Rulo | $1100 – $1200 | Egzoz ve Susturucu Gövdeleri |
| 1.50 – 2.00 mm | 1500 x Rulo | $1080 – $1180 | Isı Kalkanları ve Fırınlar |
| 2.50 – 3.00 mm | Özel Dilme Şerit | $1120 – $1220 | Ağır Sanayi Isıtıcıları |
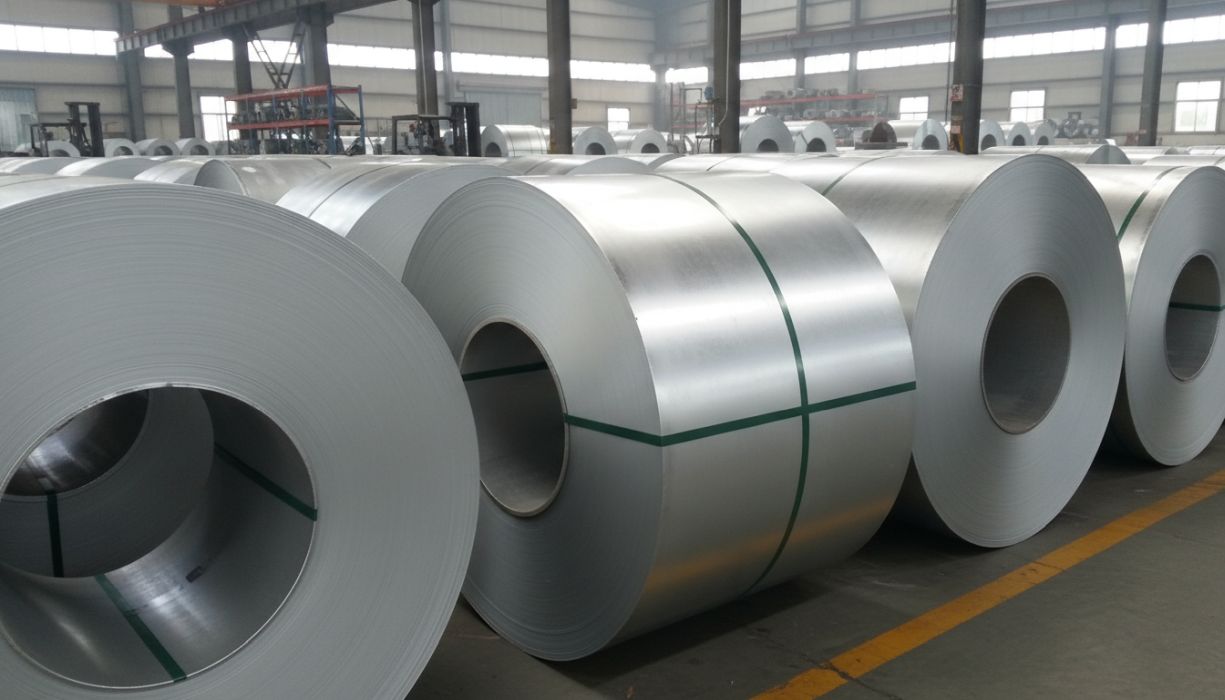
Alusi Kaplama Ebatları

Metal enjeksiyon ve pres atölyelerinde kullanılacak levhaların doğru boyutlandırılması, üretim sahasındaki metal firesini önleyen en kritik mühendislik adımıdır. Sektördeki şekillendirme ve kalıp ihtiyaçlarına yönelik olarak Alusi Kaplama ebatları, CNC pres sürücülerine tam uyum sağlayacak esnek formatlarda piyasaya sürülmektedir. Orijinal rulo boyutlarının bilgisayar yazılımları üzerinden dijital yerleşim planlarına dökülmesi, üretim verimliliğini en üst seviyeye taşır. Kusursuz bir ebatlandırma stratejisi, dilme istasyonlarının çalışma sürelerini optimize edip projelerin baskı aşamasına geçişini hızlandırır.
Standart Fabrika Ölçüleri
Makine imalatçılarının kalıp tasarım çizimlerini kolaylaştırmak adına, kaplamalı saclar çoğunlukla 1000 mm veya 1250 mm genişliklerinde standart rulolar halinde stoğa girer. Stok alanlarında sürekli hazır tutulan bu evrensel ticari formlar, acil parça üretim siparişleri için mühendislere büyük bir zaman kazandırır. Taşıyıcı lojistik dorselerinin rulo yatakları da bu standart ebatlara tam uyumlu olacak şekilde özel olarak dizayn edilmiştir. Standart rulo ölçüleri, fabrika alanındaki istifleme süreçlerini oldukça pratik ve güvenli hale getirir.
Rulo ve Sac Dilme
Özel genişlikteki otomotiv parçalarında veya fırın panellerinde standart dışı ölçülere ihtiyaç duyulduğunda, rulolar ileri teknoloji şerit dilme hatlarında hassasça ebatlanır. Yüksek devirli pres işlerinde doğru şerit genişliğiyle çalışmak, malzemenin kenar yırtılma toleranslarını destekleyerek atölyede fireyi engeller. Milimetrik dilme işlemleri, malzemenin kenar dalgalanmalarını stabilize eder ve sürücüye takılmadan girmesine zemin hazırlar. İstenilen ebatlarda kesilen saclar, montaj sahasında direkt makineye girmeye uygun şekilde paketlenir.
Hassas Boy Kesim
Otomatik sürücülü presler yerine manuel kalıplarla çalışılacaksa, rulo halindeki saclar boy kesme hatlarında düz plakalar haline getirilir. Gelişmiş giyotin teknolojileri, levhaların kenarlarında çapak veya kaplama dökülmesi oluşturmadan son derece pürüzsüz kesitler çıkarır. Standart ölçülerin dışına çıkılan butik anlarda esnek ebatlama sistemleri devreye girerek hurda maliyetini sıfıra indirger. Bu özenli kesim, pres operatörünün parçayı kalıba tam ölçüsünde ve hatasız yerleştirmesini garantiler.
Üretim Optimizasyon Süreçleri
Firesiz parça yerleşimi sunan modern bilgisayar destekli nesting yazılımları, Alusi Kaplama levhalar üzerindeki kullanılabilir alanı en üst düzeye çıkarır. Dijital algoritmalar sayesinde, çoklu kalıp projelerinde parça başına düşen maliyet belirgin şekilde ve kârlı olarak iyileştirilir. Yazılımın hesapladığı doğru kesim ebatları, şerit dilme ekibinin üretim hızını belirgin bir şekilde artırır. İşlem sürecinin dijital olarak optimize edilmesi, nihai ürünün montaj hattına gidiş süresini olumlu yönde etkiler.
Alusi Kaplama Kalınlıkları
Isı yalıtımı veya egzoz atık gaz yönetimi gerektiren makinelerin gövdesini tasarlarken, mühendislerin üzerinde hassasiyetle durduğu değişken sacın optimum et kalınlığıdır. Et kalınlığının ideal seviyede olması, bilhassa zorlu büküm işlemlerinde Alusi Kaplama malzemenin yapısal rijitliğini uzun yıllar korumasını sağlar. Genellikle 0.30 mm ile 3.00 mm arasında uzanan bu optimal kalınlık yelpazesi, operatörlere muazzam bir şekillendirme esnekliği sunar. Sektörde sıkça tercih edilen bu ince kesitler, parça hafifliği ile statik güvenlik dengesini eşzamanlı olarak projeye kazandırır.
İnce Kesit Avantajları
Tasarım ofislerindeki mühendisler, termal çalışma yüklerini gelişmiş simülasyonlarla test ederek en ideal milimetrik sac kalınlık sınırlarını bilimsel çerçevede belirler. Gereğinden daha kalın malzeme seçimi taşıyıcı araç şasesini lüzumsuz yere ağırlaştırırken, yetersiz kalınlık ise parçalarda kalıcı termal deformasyonlara yol açar. Mühendislik normlarına uygun optimize edilmiş kalınlık oranları, ağır fırın tasarımlarında dahi kusursuz bir ağırlık-dayanım direnci sunar. İdeal kalınlık seçimi, projenin toplam hammadde maliyetini doğrudan ve etkili biçimde optimize eder.
Isı Transferi
Sistemin maruz kalacağı sıcaklık yükü arttıkça, malzemenin alüminyum tabakası altındaki çekirdek çeliğin kalınlığı da uluslararası güvenlik normlarına göre ayarlanmalıdır. Seçilen kalınlıktaki homojen mikro yapı, egzoz borusunun en zayıf noktasında bile standart bir ısı kalkanı profili oluşturarak erime riskini ortadan kaldırır. Termal direnç ve çelik kalınlığı arasındaki bu hassas fiziksel denge, sanayi fırınlarının izolasyon güvenliğinin temelidir. Uygun kesit kalınlığı, ekstrem çalışma koşullarında malzemenin termal yansıtıcılığını açıkça kanıtlar.
Egzoz Uygulamaları
Susturucu ve egzoz manifoldu muhafazaları hesaplanırken, sacın yüksek sıcaklık korozyon payı formüllere eksiksiz şekilde dahil edilir. Bu titiz tasarım yaklaşımı, malzemenin sürekli ısınıp soğumadan ötürü maruz kalacağı yorulma payını hesaba katarak en güvenli başlangıç kalınlığını belirler. Net kalınlık hesaplamaları, üretilen otomotiv emisyon parçalarının kalite denetimlerinden ilk seferde geçmesini kolaylaştırır. Sistemdeki gaz akışının genel performansı, bu detaylı iç kalınlık toleranslarına sıkı sıkıya bağlıdır.
Isı Kalkanı Görevleri
Çeliğin kütlesel kalınlığı arttıkça ısıya karşı fiziksel formunu koruma kapasitesi yükselirken, kaplaması sayesinde yüzey parlaklığı kesinlikle kararmaz veya dökülmez. Seçilen ideal et kalınlığına sahip bu saclar, yüksek sıcaklıklardaki yansıtma özelliklerini muhafaza ederek termal radyasyona güçlü bir blokaj oluşturur. Yeterli kalınlıktaki kesitler, içeriden gelen ani sıcaklık artışlarını lokal bir bükülmeye izin vermeden malzemenin tüm yüzeyine hapseder. İnce ancak tok levhalar, form verme operasyonlarında da ölçülerini koruma konusunda üstün bir kararlılık sergiler.
Kalınlık ve Alusi Kaplama
Ağır termal bileşenlerde kullanılan malzemenin milimetrik yapısı, sistemin kaldıracağı genel sıcaklık genleşme oranını dikkate alarak büyük bir hassasiyetle seçilir. Tasarımda hedeflenen kalınlık ve Alusi Kaplama ilişkisi, malzemenin termal yorulmalara ve oksidasyona göstereceği mukavemeti doğrudan tayin eden en hayati değişkendir. Uygun incelikteki parçalarda istenilen derin çekme tokluğuna ulaşmak için büküm parametreleri, malzemenin hacmine özel olarak optimize edilmek zorundadır. Doğru kalınlık formülasyonu, 600 dereceye varan ısıya maruz kalan parçalarda alüminyum katmanın çelik çekirdeği güvenle korumasını sağlar.
Form Verme Sınırları
Söz konusu kaplamalı çelikler olduğunda, sacların pres makinelerinde bükülmesi sırasında esneme payları çelik çekirdek kalınlığına göre ciddi değişimler gösterir. Atölyelerdeki kalıp operatörleri, kalın plakalarda kaplamanın çatlamasını veya tozumasını önlemek adına büküm radyüslerini dikkatlice ayarlayarak güvenli bir form işlemi gerçekleştirir. Levha kalınlaştıkça pres makinesinin basma tonaj ayarlarının da revize edilmesi, üretilen tencere veya fırın iç kaplamalarının kusursuzluğunu güvence altına alır. Kalınlık parametrelerine saygı duyularak yapılan kalıplama işlemleri, kaplamanın tüm mühendislik potansiyelini başarıyla ortaya çıkarır.
Termal Yorgunluk Toleransı
Milimetrik kalınlık değeri uygun seçildiğinde, malzemenin uygulanan termal şoklara karşı koyma direnci ve formu koruma yeteneği üstel olarak artış gösterir. Çelik çekirdeğin getirdiği mikro elastikiyet sayesinde, sürekli yanan ve sönen fırınlarda bile merkez bölge termal genleşmeleri başarıyla sönümler. Bu sayede üretilen büyük endüstriyel ısıtıcılar, devasa sıcaklıklara ve iç gerilimlere meydan okuyan sarsılmaz bir bütünlük sergiler. Seçilen ideal sac kalınlığı, sistemin korozyon yorulma ömrünü ve statik estetiğini kusursuz şekilde koruyarak inşa eder.
Oksidasyon Direnci
Farklı kalınlıklardaki sacların yüksek sıcaklıklara maruz bırakılması sırasında, kaplamanın çelik yüzeyi oksijenden yalıtma kapasitesi malzemenin genel ömrünü belirler. Bu alüminyum-silisyum koruyucu müdahale, ani ısı değişimlerinin yaratabileceği pul pul dökülme risklerini tamamen ortadan kaldırarak akışkan bir termal transfer sağlar. Otomotiv mimarisinde çok sık karşılaşılan bu oksitlenme durumları, doğru malzeme kullanıldığında iskeletin bütünlüğünü paslanmaya karşı destekler. Mühendislik prensiplerine uygun kalınlık tasarımları, parçanın en sıcak noktasında bile maksimum korozyon güvenilirliği sunar.
Kalınlık Dağılımı
Sacın belirli bölgelerinde çekirdek kalınlığı kasten optimize edilerek, son kullanıcıya sunulan tüketici ürünlerinde termal dalgalanma veya çukurlaşma oluşması engellenir. Bu titiz mühendislik kalınlık yönetimi, şekillendirme anında parçanın mikroskobik pürüzsüzlüğünü koruyan en temel kalite adımıdır. Homojen yapıya sahip bu kaplama, incelen veya kalınlaşan kalıp kesitlerinde bile yüzey standartlarını kaybetmeden formu koruma yeteneğine sahiptir. Kusursuz kalınlık ve kaplama dağılımı, montaj öncesi sacın en temiz görsel sonucu vermesini mümkün kılar.
Alusi Kaplama Ölçüleri
Estetik değeri ve montaj hassasiyeti yüksek olan sac parçalarının üretim sahnesinde hatasız birleşmesi, dijital konseptlerin doğru kesim ölçülerine dönüştürülmesiyle mümkündür. Pres parkurlarına girecek olan Alusi Kaplama rulolar, tasarım ofislerinin belirlediği milimetrik genişlik ve boy ölçülerinde sipariş edilmek zorundadır. Doğru rulo dilme ölçülendirmesi, parçalar arasındaki kaynak veya perçin derz boşluklarını eşit tutarak görsel kusursuzluğu garanti altına alır. Malzemenin dijital bilgisayar programları aracılığıyla çıkarılan net sürücü ölçüleri, montaj sahasındaki kalıp revizyon işçiliklerini tamamen sıfırlar.
Endüstriyel Kesim Teknolojileri
Gelişmiş optik lazer hatları veya CNC punch tezgahları, klasik kesim metotlarında yaşanan kaplama yanmalarını engelleyerek sacın kenarlarında oksitlenmeyi bozmayan pürüzsüz kesitler çıkarır. Güçlü lazer başlıkları, malzemenin kalınlığına ve yansıtıcılığına göre ilerleme hızını otomatik ayarlayarak çapaksız ve tam dik açılı kesim yüzeyleri sunar. Stabil kesim ölçüleri, beyaz eşya gövde montajlarında panellerin birbirine kusursuz biçimde kenetlenmesini sağlayarak üretim bandını hızlandırır. Otomatik fiber kesim teknolojileri, binlerce levha birleşimi arasındaki ölçüsel farklılıkları tamamen ortadan kaldırır.
CNC Uyum Süreçleri
Bilgisayar destekli CNC sac işleme sistemleri, operatör kaynaklı mezura ve giyotin hatalarını tamamen sonlandırarak plakaların mikron düzeyinde birbirinin kopyası olmasını sağlar. Doğru programlanmış yazılım algoritmaları, sac rulo üzerindeki parça yerleşimini mükemmelleştirerek üretimhanedeki ekonomik sac firesini minimuma indirir. Otomasyon sayesinde elde edilen bu katı ölçü standartları, şantiyelerdeki veya fabrikadaki montaj deliklerinin hatasız eşleşmesini kusursuzlaştırır. Montaj üretim ekibi hatta zaman kaybetmeden şemaya uygun şekilde hızlıca ilerler.
Hassas Tolerans Değerleri
Karmaşık geometrilere sahip fırın iç odalarında, malzeme doğrudan pres ihtiyaçlarına göre özel milimetrik tolerans limitleri içerisinde hazırlanır. Dairesel veya köşeli formların şekillendirilmesinde kalıp tezgahlarının sunduğu ölçüsel hassasiyetten kesinlikle ve asla taviz verilmez. Bu özenli sürücü ölçü yönetimi, sahada aşırı çekiçleme yapılıp malzemenin özel kaplamasının yanlışlıkla zedelenmesinin önüne geçilmesini sağlar. Tolerans sınırları içindeki yüksek hassasiyetli üretim, sistemlerin son kullanıcıya hatasız ulaşmasını teminat altına alır.
Yüzey Markalama İşlemleri
Büyük gövdeli havalandırma projelerinde birbirine eklenecek parçaların üzerine lazerle veya mürekkeple vurulan montaj referans kodları, üretim sırasındaki karışıklığı giderir. Kodlanmış sac levhalar, hangi ölçünün makinenin hangi bölgesine ait olduğunu operatöre net bir biçimde göstererek eşleştirme hata payını yok eder. Düzenli ve kaplamaya zarar vermeyen markalama işlemi, devasa ebatlardaki plakaların fabrikada doğru sırayla birleşmesine büyük katkı sağlar. Akıllı işaretlemeler, kaliteli otomotiv işçiliğinin ve parça izlenebilirliğinin görünmez yardımcılarıdır.
Alusi Kaplama Kaliteleri
Sürekli yüksek sıcaklık korozyonuna ve termal streslere maruz kalan sac parçalarının ömür beklentisi, daldırma banyosunda harmanlanan alaşım elementlerinin kusursuz kimyasal dengesiyle hayat bulur. Uluslararası EN 10346 standartlarına göre üretilen Alusi Kaplama kaliteleri (DX51D+AS, DX52D+AS vb.), yüksek sıcaklıklara artırılmış direnciyle dünya çapında otomotiv ve ısıtma projelerinde sarsılmaz bir prestije sahiptir. Sağlanan bu yüksek metalürjik banyo kalitesi, imalatçılara hem derin çekme üretim kolaylığı hem de yıllara meydan okuyan güvenli bir termal dayanım güvencesi tahsis eder.
Üretim Standartları ve Normlar
Sıcak daldırma alüminyum-silisyum kaplamalı sacların kimyasal tarifini yapan resmi standartlar, malzemenin üzerindeki banyo miktarını yüksek sıcaklık kullanımına uygun net sınırlarla (örneğin AS120, AS80) belirler. Standart içerisindeki detaylı mekanik limitler, çelik çekirdeğin ağır pres basıncı altında kaplamayı dökmeden esneyebilen pürüzsüz bir formda çalışmasını zorunlu kılar. Bu yasal üretim normları sayesinde, malzeme 600 derece sıcaklıklarda dahi kararmaz ve hedeflenen yansıtıcı kapasitesini muhafaza eder. Standartlara uygun sürekli hat üretimi, malzemenin küresel markalarda güvenle kullanılmasını teminat altına alır.
Alüminyum ve Silisyum Alaşımı
Malzemenin ismindeki “Alusi” tanımı, çekirdek çeliğin yüksek sıcaklık koşullarına dayanıklı yaklaşık %90 alüminyum ve %10 silisyum alaşımı barındıran bir banyodan geçirildiğini bilimsel olarak ifade eder. Formüldeki kusursuz banyo element dengesi, ısıl şoklara maruz kalan malzemenin yüzey yapısında paslanma veya dökülme krizlerini tamamen siler. Alaşımdaki bu hassas metalürjik dokunuş, sıradan galvaniz çeliklerinin eriyip zayıf kaldığı sıcak projelerde malzemeyi mükemmel kılar. Gelişmiş banyo içeriği, ağır sanayi ısıtma sistemleri için malzemeyi tartışmasız bir numaralı hammaddeye dönüştürür.
Alaşım Bileşenleri
İçeriğindeki dengeli silisyum oranı, alüminyum kaplamanın çelik yüzeye adeta moleküler olarak yapışmasını olağanüstü seviyelere çıkararak kalıptaki şekillendirmelerde parçanın soyulmasını kesin olarak engeller. Optimizasyon sayesinde pres büküm noktaları en az malzemenin düz alanları kadar sağlam ve termal korozyona dayanıklı bir forma bürünür. Silisyumun bu spesifik limitte tutulması, malzemenin dışının oksitlenmeye dayanıklı, banyo arayüzünün ise esnek kalmasını sağlar. Sağlamlaşan bu alüminize metalürjik yapı, endüstriyel sac mekaniğinin en büyük başarılarından biridir.
Korozyon Önleyici Tabaka
Alüminyum, çeliğin yüksek sıcaklıklardaki oksidasyon sınırını yukarı çekerek atmosferik paslanmayı (kırmızı pas) engelleyen en kilit kaplama elementidir. Bu değerli elementin yüzeye entegre olması, sacın nemli ve asidik egzoz gazı ortamlarında bile parlaklığını ve sızdırmazlık kapasitesini korumasını sağlar. Çinko kaplamanın (galvaniz) dayanamadığı 400 derece üstü sistemlerde, ani termal oynamalar sac üzerinde kalıcı korozyon deformasyonu bırakmaz. Alüminyum yansıtıcı takviyesi, beyaz eşya çeliklerinin termal kalbini oluşturan ana unsurdur.
Alusi Kaplama Karşılaştırmaları
Yeni nesil bir ısıtma tesisi veya egzoz hattı tasarlanırken, yapısal bütünlüğü ve doğru imalat bütçesini yakalamak amacıyla piyasadaki alternatif kaplamalı çelikler performans analizine tabi tutulmalıdır. Uzun yıllar sıcaklık şoklarına dayanacak projelerde Alusi Kaplama ile standart galvanizli çeliklerin yorulma ömürleri büyük bir mühendislik titizliğiyle karşılaştırılır. Malzemenin termal korozyona tepkisi, taşıyacağı çalışma sıcaklığı ve kalıp şekillendirme imkanları bu teknik kıyaslama masasının en önemli karar mekanizmalarını oluşturur. İsabetli bir alaşım kıyaslaması, projeyi ileride oluşabilecek çürüme ve ağır hasar risklerinden kalıcı olarak kurtarır.
Geleneksel Saclarla Farklar
Geleneksel imalat sacları değerlendirildiğinde, standart çelikler belirli bir paslanma ömrü sunarken özel alüminyum alaşımlı seriler ekstra bir termal mukavemet kalkanıyla öne çıkar. Alternatif genel yapı profillerinin standart mekanik ve dayanım limitlerini detaylıca incelemek isterseniz s275jr çelik kalitesi bağlantısını güvenle ziyaret edebilirsiniz. Standart çinko kaplı çelikler (galvaniz) 250 derecenin üzerindeki yüksek sıcaklıklarda mukavemet ve kaplama kaybedip dökülme yaparken, alüminize saclar 600 dereceye kadar pürüzsüz bir performans sergileyerek imalatı paslanmadan tamamlar. Tasarım mühendisleri bu termal farkı gözeterek fırın üretim şemalarını özenle çizerler.
Isı Direnci Analizi
Sıradan yapı çeliklerinde sıcaklık arttıkça malzemenin yüzeyi hızla oksitlenir ve egzoz gövdesinde çürüme veya delinme deformasyonları baş gösterir. Oysa alüminyum-silisyum kaplı saclarda ısı direnci banyo molekülleri düzeyinde kurgulandığı için, yüksek derecelerde bile sac kendi orijinal parlak formunu inatla korur. Bu yapısal paslanmazlık yeteneği, bu alaşımı diğer tüm standart endüstriyel levhalardan ayıran en devrimsel görsel ve mekanik özelliktir. Üstün termal dayanım, ısı yalıtım sacları için asla vazgeçilemeyecek bir tüketici güvenlik kriteridir.
Termal Performans Değerleri
Farklı kaplama sınıflarına uygulanan laboratuvar yüksek sıcaklık fırın testlerinde, alüminize çelik levhaların oksidasyon sınırlarının muazzam derecede dengeli olduğu yüzey parlaklığıyla kanıtlanmıştır. Yapılan 500 saatlik tuzlu sis testleri, standart galvanizli metallerin kalıcı kırmızı pas oluşturduğu eşiklerde bu özel levhaların parlaklığını güçlüce koruduğunu belgeler. Düzenli kalibrasyonlu cihazlarla desteklenen bu kıyaslamalar, şartname hazırlayan otomotiv mühendislerinin en çok başvurduğu resmi kaynaklardır. Elde edilen başarılı yansıtıcılık sonuçları, malzemenin termal fırtınalardaki güvenilirliğini kesinlikle teyit eder.
Kaplama Ömrü Katsayısı
Sürekli yanma reaksiyonunun olduğu egzoz susturucu sistemlerinde asit korozyonu yaşanırken, doğru alaşım kaplama seçimi bu döngülerin malzemede yaratacağı mikro çürümeleri durdurur. Kıyaslama tablolarında paslanma ömrü en yüksek olan materyaller her zaman uzun vadeli beyaz eşya projelerinin başrolünde yer almaktadır. Yüksek ısı altında yansıtma hareketini stabil yöneten bu çelik, teknik ömrünü standart ürünlerin (çinko kaplama vb.) katbekat üzerine çıkarır. Seçilen malzemenin karakteri, son ürünün çürüme direncini doğrudan belirleyerek müşteri memnuniyetini sağlar.
| Kalite Kodu | Kaplama Türü | Dayanım Karakteristiği | Kullanım Alanı |
|---|---|---|---|
| DX51D+AS120 | Alüminyum-Silisyum (Alusi) | 600°C’ye Kadar Termal Direnç / Parlaklık | Egzoz Sistemleri, Fırın İç Kaplamaları |
| DX51D+Z275 | Sıcak Daldırma Galvaniz (Çinko) | Oda Sıcaklığında Yüksek Korozyon Direnci | Dış Cepheler, İnşaat Profilleri |
| DC01 / St 12 | Soğuk Hadde (Kaplamasız) | Kaplamasız – Paslanmaya Açık | Genel Boyalı Endüstriyel Parçalar |
| DX52D+AS | Alusi (Derin Çekme Uyumlu) | Yüksek Termal Direnci + Büküm Esnekliği | Zorlu Otomotiv Kalıp Parçaları |
Muadil Kalite Karşılaştırması
Büyük tonajlı beyaz eşya ve ısıtıcı üretimlerinde tedarik veya bütçe yönetimi yaşandığında, birbirinin kaplama sınırlarını çeşitli alanlarda karşılayan yüzey işlemli saclar muadil olarak şartnamelere dahil edilebilir. İmalat projelerinde korozyon dayanımı arandığında, orijinal malzeme yerine farklı Alusi Kaplama muadilleri veya çinko alaşımlı farklı normlar değerlendirmeye alınır. Yüzey kaplamalarının özellikleri ve sektörel farklılıkları hakkında daha kapsamlı detaylar için galvanil ile alusi saç kaplama arasındaki farklar nelerdir makalesini inceleyerek doğru mühendislik kıyaslamalarınızı güvenle yapabilirsiniz. Şartnamelerde onaylanan bu esnek malzeme kaplama geçişleri, imalat takviminin hiçbir şekilde aksamadan pres atölyelerinde devam etmesine olanak tanır.
Galvaniz ve Galvanil Farkları
Kaplama ve büküm atölyeleri üretime başlarken galvanizli sacdan alüminize saca geçiş yapıldığında, kalıp kesme parametrelerinde ufak optimizasyonlar yapmak zorunda kalabilir. Galvaniz sacın sadece çinko barındırması ısı dayanımını düşürürken, Galvanil kaplamanın demir-çinko yapısı boyanabilirliği artırır ancak termal dirençte alüminyum alaşımlı sacın performansına asla erişemez. Yüksek sıcaklığa dayanıklı bir karkas yapısına yapılan bu alaşım geçişleri, proje yüklenicisinin lehine paslanmaz ve işlenebilir bir son ürün ortaya çıkarır. Mühendislik ofisleri ısı yalıtımı gerektiren yerlerde risksiz alüminyum kaplama yükseltmelerini teknik açıdan hızla onaylar.
Tedarik ve Geçiş Esnekliği
Kritik fırın üretim projelerinde ana DX51D+AS malzeme istenilen kaplama gramajında bulunamadığında, sertifikalı eşdeğer derin çekme (DX52D veya DX53D) saclar tedarik zincirindeki darboğazı anında açarak üretimi sürdürür. Küresel kalite standartlarındaki bu karşılık bulma özelliği, uluslararası sipariş alan firmalar için büyük bir sac lojistiği rahatlaması anlamına gelir. Kalıp tasarım onaylarını geciktirmeden yapılan bu pratik kaplama çözümleri, müşteri termin sürelerini tehlikeye atmadan ısıtıcıların teslim edilmesini sağlar. Geniş alüminize alaşım havuzu, ısı kalkanı üretiminde seri sürekliliğin en güçlü teminatıdır.
Kaplama Benzerlikleri
Muadil kalınlıktaki kaplama ürünlerin mikroskobik kompozisyonlarında bulunan alüminyum-silisyum oranları birbirine çok yakın seyrettiği için ısıl performans eğrileri neredeyse marka bağımsız olarak örtüşür. İki alternatif malzeme de pres kalıplarında şekillendirilirken sert tozuma yapmayacak şekilde laboratuvarlarda dikkatle formüle edilmiştir. Aynı ince yağlama parametreleriyle preslerde stabil hale getirilebildikleri için atölyedeki şekillendirme süreçlerinde herhangi bir kargaşa yaşatmazlar. Kaplama gramajı yakınlığı, muadiller arasındaki geçişi sac ustaları için son derece pürüzsüz ve problemsiz kılar.
Performans Dengesi
Eşdeğer kaplamalı saclar yüksek ısı yayan egzoz reaktörlerinde kullanıldığında yüzey pul dökülmesi vermez, hiçbir ekstra boya takviyesine ihtiyaç duymadan orijinal yansıtıcı çalışma formunu sorunsuzca korur. Üretilecek otomotiv sisteminde yoğun ısıl şoklar barınacaksa, spesifikasyona uygun AS120 muadil seçeneği yapıyı erken çürümelerden garantili bir şekilde kurtarır. Bu sayede, gelecekte korozyon kaynaklı oluşabilecek tehlikeli egzoz sızıntı durumları daha montaj aşamasındayken tamamen sıfırlanır. Muadil kaliteler, yoğun ısı projelerinde yatırımcıyı operasyonel olarak güvence altına alarak markayı korur.
Teknik Varyasyonlar
Kullanılacak sac iskeletinin şekilleneceği atölye koşulları ve sahada uygulanacak işlemler, ürün teslimatında istenen teknik kaplama varyasyonların baştan sipariş edilmesini zorunlu kılar. Fabrikalardan tedarik edilen Alusi Kaplama ürünleri, genellikle müşterinin pres hattına uygun olarak hafif yağlı veya parmak izi bırakmayan AFP yüzey kaplaması ile mühendislere üst düzey bir işleme güvencesi sunarak teslim edilir. Daldırma banyosundan çıkan parlak yüzey, müşterilerin özel kalıp talepleri doğrultusunda kimyasal koruyuculardan geçirilerek sevkiyata hazırlanır. Bu tarz nitelikli yüzey ve ince yağlama varyasyonları, son imalatçıların kalıp hazırlık işçiliklerini radikal biçimde kısaltır.
Yüzey Ağırlığı ve Kaplama Kalınlığı
İleri teknoloji kaplama teknikleriyle hazırlanan kütle varyasyonu (AS80, AS120 gibi m2 başına düşen gramaj), malzemenin termal ömrünü direkt etkileyerek kullanım alanına göre özelleştirilir. Teslimat kaplama ağırlığının doğru seçilmesi, malzemenin otomotiv standartlarına kusursuz uyum sağlamasının ve erken paslanmanın önlenmesinin ilk adımıdır. Doğru gramajda kaplanmış saclar, zorlu kordon bükümlerinde bile mikroskobik çatlaklara veya tozumalara izin vermeden formu güvenle alır. Bu sayede yüksek ısıya maruz kalacak beyaz eşya gövdeleri çok daha dayanıklı ve hafif üretilir.
Yağlama ve Pasivasyon
Özel olarak stokta beklemesi öngörülen sac levhalar, beyaz pas oluşumunu engellemek ve kalıp sürtünmesini maksimize etmek için endüstriyel hatlarda hafif koruyucu yağ ile yağlanır veya pasivasyona tabi tutulur. Bu ince ve gözle görülmeyen temiz yağ yüzeyi, malzemenin üzerindeki atmosferik nemin oluşturacağı oksitleri uzak tutarak sacın depolama ömrünü uzatır. Bu sayede üretilen ısı kalkanları, kalıptan çıkana kadar ağır depo nem koşullarına karşı kararma sorunu yaşamadan uzun aylar boyunca estetiğini korur. Pasivasyon varyasyonu, görsel kalite beklentilerini anında ve pres dostu olarak karşılar.
AFP (Anti-Finger Print) Yüzey
Boya işlemine girmeden doğrudan dış yüzey olarak kullanılacak panellerde, üzerinde el ve parmak izi kalmasını önleyen çok ince şeffaf bir AFP (Anti-Finger Print) polimer tabakası sac banyosunda uygulanır. Bu profesyonel yüzey koruma operasyonu, montaj esnasında işçilerin sacda bırakacağı lekeleri engelleyerek temizliği kolaylaştırır. Parmak izi bırakmayan bu kaplama, özellikle dışarıdan görünen şofben veya kombi kasalarında estetik kusursuzluğu garanti eder. Doğru uygulanan AFP filmi, nihai ürünün kozmetik kalite algısını da doğrudan zirveye taşır.
Kuru ve Yağlı Formlar
Özel siparişlerde rulo levhaların yüzeyine kalıpta kaydırıcılık sağlaması için koruyucu çekme yağı uygulanıp uygulanmayacağı, presin özelliğine göre müşteri tarafından belirlenir. Kuru (dry) varyasyon olarak sunulan bu yağsız teslimat hizmeti, özellikle kaynak işleminin çok yoğun yapılacağı üretimlerde malzemenin duman yapmamasını kesinlikle sağlar. Yağlı sacın ise derin çekme operasyonlarında kalıp takımlarının ömrünü uzattığı ve yırtılmayı önlediği bilinir. Üretim parkurundan başarıyla geçen yağlı veya kuru varyasyonlu ürünler, pres hattında hiçbir kötü sürpriz yaşatmaz.
İşlenebilirlik Performansı
Yüksek ısı yansıtma özelliğine ve alüminyum kaplama mukavemetine rağmen, doğru kapasitedeki pres makineleri kullanıldığında malzemenin şekillendirilmesi seri üretim atölyelerinde oldukça rahattır. İnce taneli yapısı sayesinde Alusi Kaplama saclar, tezgahlardaki ağır radyüslü kalıp bükümlerinde malzemenin dış dokusunda herhangi bir mikro kaplama dökülmesi veya pullanma yaratmaz. Mühendislik normlarına uygun olarak hesaplanan derin çekme kalıp tasarımına göre uygulanan form verme işlemleri, sacın çekirdek kopma sınırları içinde kalarak rahatça peş peşe uygulanır. Doğru mekanik pres ayarlarıyla entegre edildiğinde, plaka kalıpçının komutlarına pürüzsüz bir esneklikle cevap verir.
Soğuk Şekillendirme ve Sıvama
Kazan, boru ve baca kapaklarına kordon veya sıvama işlemleri için kullanılan döner tezgahlarında, alaşımın sunduğu dengeli kaplama yapısı tekerlek uçları zorlamadan pürüzsüzce hızla ilerler. Sıvama veya kenar kıvırma işlemi sırasında temiz bir kenar kalitesi elde edilir ve montaj geçişlerini zorlayacak mikro kaplama çapakları kesinlikle malzeme üzerinde kalmaz. Homojen metalürjik bağ yapısı, seri büküm esnasında CNC büküm takım aşınma sarf maliyetlerini de gözle görülür oranda minimize eder. Kaliteli kalıp yağlarıyla tam desteklenen soğuk formlama operasyonu otomotiv atölyelerinde daima sorunsuz ve hızlı ilerler.
Büküm ve Derin Çekme
Fırın tepsisi veya egzoz yarım muhafazası gibi parçaların preslenerek derin çekme haline getirilmesinde, çelik malzemenin uzama sınırının (DX52D veya DX53D kalitelerinde) yüksek olması kalıp çatlamalarını önleyerek seri imalata çok güçlü bir destek verir. Şekillendirme işlemi sırasında doğru baskı kuvveti uygulandığında, çelik kalıbın şeklini birebir alarak eski mukavemet değerlerine tekrar ve sorunsuzca kavuşur. Derin çekme işlemine bu müthiş uyum, devasa beyaz eşya üretiminde firmalara büyük bir mühendislik esnekliği tasarımı sağlar. Uygun hidrolik pres tezgahlarla çalışmak üretim firesini sıfırlar.
Pres Uyumu
Daha ince kesitlerdeki ısı kalkanı saclarının eksantrik preslerde basılmasında, malzemenin dış yüzey yapışkanlığının optimize edilmiş olması kalıp maça ömrünü uzatarak sorunsuz imalata destek verir. Kalıp dişi eksenlerinin alüminyum kaplamayla kurduğu esneklik sürtünmesi, doğrudan perçin bağlantılarına hazır kapakların sorunsuzca ortaya çıkmasına yardımcı olur. İnsan hatasını azaltan tam otomatik sürücülü hidrolik sistemler, ince koruma parçalarının kusursuz bir şekilde yırtılmadan yüksek adetli üretilmesini garantiler. Seri baskı vuruş operasyonları, malzemenin dengeli sünek akma dayanımı sayesinde hiçbir çekme duraklaması veya fire yaşamaz.
Kalıp Ömrü ve Aşınma
Sac kaplama malzemenin içerisinde kalıbı çizecek çok sert çinko-demir alaşım fazlarının (galvanildeki gibi) bulunmaması, büküm takımlarının yüzeylerindeki aşındırıcı ve matlaştırıcı etkiyi radikal ölçüde azaltır. Yumuşak alüminyum işlenme yapısı sayesinde kalıp çelikleri üzerinde ekstra bir sürtünme ısı tabakası yaratmaz ve takım temizleme periyotlarının maliyetli uzamasını pres atölyelerinde önler. Doğru ayarlanan pres vuruş hızları, çekme form bölgesinde kalıba malzeme sıvanmasını önleyerek parça üzerinde temiz bir çıkış oluşumunu destekler. Yüksek kaliteli kaplamalı sac kullanımı, pahalı çelik kalıp yatırımlarının amortisman süresini imalatçı lehine ciddi şekilde uzatır.
Kaynaklanabilirlik Analizi
Otomotiv saha montajında veya beyaz eşya gövde atölyesinde sac parçaların birleştirildiği bağlantı noktaları, mühendislikte yapının ısı direncini ve sağlamlığını doğrudan tayin eden en riskli birleşim bölgeleri olarak değerlendirilir. Özel silisyum katkılı alüminyum yüzey formülü sayesinde Alusi Kaplama, belirlenen akım standartlarına uygun ayarlandığında punta kaynak prosedürleriyle beraber endüstri bandında rahatlıkla kaynaklanabilir. Isıdan etkilenen elektrot temas bölgesinde aşırı duman veya kaplama yanması oluşmaması için, kaynak amper süresi termal kontrolle çok dikkatli olarak her zaman ayarlanır. Otomasyon robot sistemlerinde veya manuel punta uygulamalarında her zaman güçlü ve kopmaz bir dikiş nüfuziyeti sunar.
Punta Kaynağı Yöntemleri
Yüksek sıcaklık ve titreşim altında çalışacak olan termal egzoz şaselerinin montajında, nokta punta kaynaklarının da ana malzeme çekirdeği gibi yüksek tutunma mukavemetine sahip olması şarttır. Bu termal ve mekanik birleşim uyumunu sağlamak için kaplamaya uygun yüksek akım değerli bakır alaşımlı kaynak elektrotları titizlikle ve temizlenerek kullanılmalıdır. Doğru elektrot baskı kuvveti ve milisaniye amper uygulandığında, birleşim bölgesinin mekanik kopma (yırtılma) dayanımı levhanın kalanıyla birebir ve hatasız mükemmel uyum sağlar. Kaynak çalışma parametrelerinin stabil ve sürekli ölçülmesi, dikişin kopma testlerinden başarıyla geçmesini her zaman garanti eder.
Dikiş Kaynağı ve Lazer Kaynak
Susturucu gövdelerinin kapatılmasında kullanılan dikiş (makara) kaynağı veya modern lazer kaynak yöntemlerinde, malzemenin kaplamasının erime sıcaklığı çelikten düşük olduğu için özel bir lazer odaklama stratejisi izlenmesi mecburi bir standarttır. Bu lazer ısıtma işlemi, kaynak bölgesindeki alüminyumun aradan çekilerek çelik çeliğe birleşmesini sağlayarak basınç altında kılcal gözenek ihtimalini bilimsel yollarla sıfıra indirger. İnce malzemelerde robotik ilerleme hızının düşmesine kesinlikle izin verilmeden dikişin sürdürülmesi hayati sızdırmazlık önem taşır. Lazer standartlarına harfiyen uyulan bu hassas kaynak prosedürü, gaz emisyon sistemlerinin kaçak yapmamasının anahtarıdır.
Kaynak Öncesi Hazırlık
Özellikle kritik lazer pasoların atılmasında, sac yüzeyinde bulunan yağ tabakasının veya yoğun kirin kaynak havuzunu bozmasını engellemek için lazer öncesi temizlik veya yağsız sac seçimi tertemiz bir kök birleşimi sağlar. Yüzeydeki alüminyum elementlerinin kaynak esnasında yanarak istenmeyen sıçrantılar oluşturmasını önleyen doğru parametreler, dikişin termal mekanik sızdırmazlık gücünü doğrudan yüksek tutar. Makro kesit testlerinin sıfır hatayla geçilmesi, büyük oranda bu başarılı ve doğru lazer odaklama ve yağdan arındırma stratejisine sıkı sıkıya bağlıdır. Profesyonel kaynak otomasyon müdahalesi, egzoz parçalarının korozyon yorulma ömrünü uzatarak sızıntıları ve şikayetleri engeller.
Kaynak Sonrası Düzeltme
İnce kesitli sacların dikiş veya punta kaynaklarında oluşan hafif yanık lekelerini veya kaynak cüruflarını gidermek için, montaj sonrası fırçalama veya yüzey pasivasyon tavlama işlemleri gerekirse uygulanır. Bu hafif temizlik işlemi, kaynak bölgesindeki görsel kararmayı alarak nem altında erken pas kusma ihtimalini tamamen ortadan kaldırır. Termal leke giderici işlemlerinin standartlara uygun yapılması, malzemenin estetiğini ve genel tokluğunu tekrar dikiş dışı bölgelerde geri kazandırır. Kalite standartlarına harfiyen uyulan ve testleri yapılan bir montaj kaynak prosedürü, tesisin genel nihai ürün kalitesi güvenliğidir.
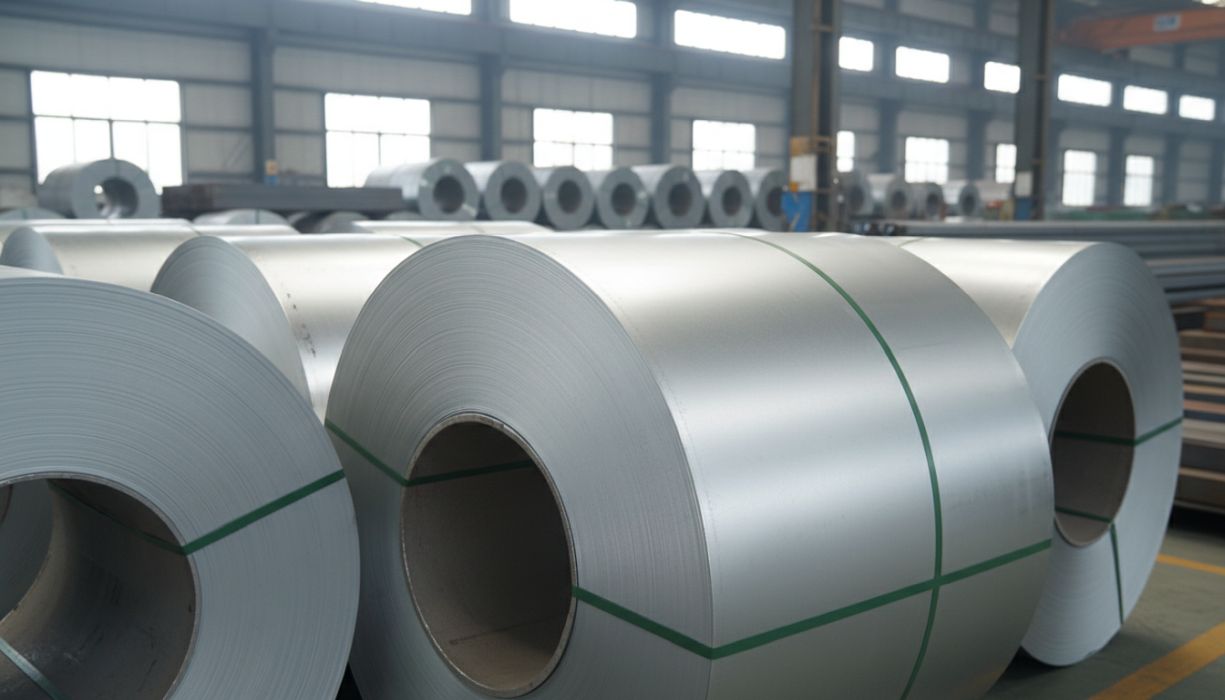
Türkiye Geneli Sevkiyat Bölgemiz
Endüstriyel rulo ve paket sac levhalarının devasa nakliye ağırlıkları, malzemelerin pres atölyelerine fiziksel çizilme, ezilme veya deformasyon yaşamadan teslim edilmesi için muazzam bir lojistik uzmanlığı gerektirir. Fabrikadan çıkışın her depo aşamasında, ağır vasıta tır kapasiteleri hesaplanarak kapalı kasa nakliye planlaması dijital stok otomasyon ağlarımıza anlık entegre edilir. Özel takozlarla ve beşiklerle tır dorse kasalarına oturtulan rulo ürünler, bozuk yollarda dahi herhangi bir devrilme veya çözülme tehlikesi yaşatmadan fabrikalara ilerler. Lojistik sevkiyat departmanımız, firmanızın seri üretim takvimine harfiyen uyum sağlayarak rulo tedarik sürecinizi kesintisiz, hasarsız ve sorunsuz olarak yönetir.
Lojistik ve Nakliye Ağı
Çelik rulo tedarik zincirimizin köklü lojistik tır altyapısı, sadece büyük otomotiv sanayi şehirlerine değil Türkiye’nin dört bir yanındaki küçük kalıp atölyesi bölgelerine kadar sevkiyat düzenler. Özel eğitimli lojistik operatörlerimiz, kıymetli kaplamalı sac rulolarınızı nakliye esnasındaki zincir ezilmelerinden ve hava neminden kapalı dorseyle izole ederek fabrikanıza tam kalitesinde kusursuzca ulaştırır. Stok sahasında veya deponuzda üretime hazır bulunan kaliteli hammadde, pres atölyelerindeki operatör vardiya bekleme kayıplarını anında sıfırlar. Planlı ve nemden korunaklı kapalı dorse lojistiği, yan sanayiyle olan üretim çözüm ortaklığı başarımızın en sağlam sacayağı temelidir.
Güvenli Sevkiyat Planlaması
Gelişmiş tedarik ve ticari ağımızın sağladığı yılların tecrübesiyle, ülkemizdeki tüm beyaz eşya ve egzoz işleme merkezlerine söz verilen zamana tam odaklı ağır tonaj yüklemeleri günlük organize etmekteyiz. Lojistik operasyon merkezimizce koordine edilen her tır sevkiyatı, malzemenin rulo veya plaka formunu koruyacak ve dış kenar hasarlarını engelleyecek şekilde dorse içinde özenle dizayn edilir. Seri üretim montaj projelerinize tam zamanında yüksek kaliteli ambalajlı hammadde ulaştırdığımız illerin eksiksiz tablosunu aşağıdaki detaylı listeden inceleyebilirsiniz. Güvenilir ve hızlı lojistik ağımız, sac sipariş ihtiyaçlarınızı her koşulda eksiksiz bir tedarik sistematiğine oturtur.
Rulo ve Paket Yükleme Kuralları
Tonlarca ağırlıktaki hassas rulo sacların veya dilinmiş paketlerin tırlara yüklenmesi esnasında rulo ağırlık merkezinin dorse dingillerine eşit dağıtılması, otoyoldaki sürüş ve fren güvenliği için titizlikle bilgisayarla hesaplanır. Ruloların zincirlenmesi sırasında özel köşebentler, bantlar veya koruyucu kauçuk aparatlar kullanılması, sacların kenarlarında oluşabilecek çapaklı zedelenmeleri tamamen ve kesinlikle sıfıra indirger. Dış sert yağmur hava şartlarına karşı branda ve kağıtla önlem alınan sevkiyatlarda ürünün müşteriye fabrika çıkışındaki parlak formunda sorunsuz ulaşması garanti altına alınır. Sıkı polyester sapanla bağlama metotları, yolda oluşabilecek ani sarsıntıları plakalara iletmeden sönümler.
Şantiye Teslimat Süreci
Araçlarımız fabrika veya depo girişine güvenle ulaştığında, sahadaki tavan vinci ve C kanca operatörleriyle koordineli şekilde ruloyu indirme işlemleri güvenli prosedürler eşliğinde yavaşça başlatılır. İrsaliye, barkod ve laboratuvar kalite standart sertifikaları sahadaki kalite kontrol mal kabul şefine fiziki olarak teslim edilerek sacın norm ağırlıkları anında kantarla teyit edilir. Lojistik sürecindeki bu şeffaf, bilgi verici ve kurumsal takip otomasyonu, satın alma departmanlarının depo kabul sürecini son derece hatasız hızlandırır. Zamanında ve faturada eksiksiz yapılan tonaj teslimatları, üretim pres bantlarındaki işçi üretim motivasyonunu daima en yüksekte tutar.
| Adana | Adıyaman | Afyonkarahisar | Ağrı |
| Amasya | Ankara | Antalya | Artvin |
| Aydın | Balıkesir | Bilecik | Bingöl |
| Bitlis | Bolu | Burdur | Bursa |
| Çanakkale | Çankırı | Çorum | Denizli |
| Diyarbakır | Edirne | Elazığ | Erzincan |
| Erzurum | Eskişehir | Gaziantep | Giresun |
| Gümüşhane | Hakkari | Hatay | Isparta |
| Mersin | İstanbul | İzmir | Kars |
| Kastamonu | Kayseri | Kırklareli | Kırşehir |
| Kocaeli | Konya | Kütahya | Malatya |
| Manisa | Kahramanmaraş | Mardin | Muğla |
| Muş | Nevşehir | Niğde | Ordu |
| Rize | Sakarya | Samsun | Siirt |
| Sinop | Sivas | Tekirdağ | Tokat |
| Trabzon | Tunceli | Şanlıurfa | Uşak |
| Van | Yozgat | Zonguldak | Aksaray |
| Bayburt | Karaman | Kırıkkale | Batman |
| Şırnak | Bartın | Ardahan | Iğdır |
| Yalova | Karabük | Kilis | Osmaniye |
| Düzce | – | – | – |
Sık Sorulan Sorular
Otomotiv yan sanayi ve beyaz eşya üretim sektöründe çalışan kalıp dizayn ofislerinden ve kurumsal satın alma departmanlarından gelen fabrika saha geri bildirimlerini detaylıca derleyerek bu aydınlatıcı bilgi rehberini hazırladık. İhale, keşif ve numune sürecinden atölyedeki presin ilk darbe işlemine kadar aklınızı kurcalayabilecek tüm termal ve metalürjik pürüzleri şeffaf, dürüst bir profesyonel çerçevede yanıtlıyoruz. Ana satış amacımız, tesisinizin kalıpta pürüzsüz imalat sürecini korurken ısı direnci standartlarına tam uygun alüminize kaplamalı sacı fiyat-performans dengesiyle seçmenize teknik yönden destek olmaktır. İhtiyacınız olan temel operasyonel sac lojistik ve fiyatlandırma bilgilerine aşağıdan kolayca ulaşabilirsiniz.
Fiyat
Alüminyum kaplamalı ruloların maliyet değeri perakende hesaplanırken; malzemenin kalınlığı, talep edilen toplam tonaj, kaplama gramajı (AS120, AS80) ve global metal alaşım kurları maliyet denklemine kesinlikle dahil edilerek şeffaf tekliflendirilir. Profesyonel satış birimimiz, firmanızın yıllık çelik presleme ve dilme tonajlarını detaylıca inceleyerek toplu proje kontrat alımlarında ciddi iskontolu indirim avantajları tanımlar ve birim bütçenizi enflasyona karşı korur. Resmi teklif ve evrak onayı dışında, son fatura kesiminde hiçbir şekilde gizli bir ilave nakliye veya ekstra fason kesim bedeli sonradan maliyetinize yansıtılmaz. Doğru bir maliyet ve termin planlaması, ihaleli otomotiv imalat süreçlerinizi her zaman rekabetçi sac fiyatlarıyla kârlı tamamlamanızı sağlar.
Minimum sipariş
Geniş kapalı korunaklı depo sahalarımızdaki hazır standart rulo stok gücümüz sayesinde, standart ince sac kalınlıklarındaki dilme ve boy kesme talepleriniz için asgari perakende kesim sınırı veya katı tonaj engeli koymamaktayız. Fakat projenizin fırın ebatlarına çok özel olarak fabrikadan rulo dökülecek ekstra ara kalınlık veya devasa tonaj isteklerinde, ana çelik fabrikalarının üretim şarj kotaları gereği mecburi hadde üretim limitleri endüstriyel olarak oluşabilmektedir. Bu tarz tamamen projenize ve kalıbınıza özel butik sac üretimler ve minimum sipariş sınırları hakkında uzman mühendis tedarik ekibimiz anında size en doğru yönlendirmeyi memnuniyetle sağlayacaktır. Atölyenizdeki kesintisiz pres süreci, depo stok kapasitemizin devasa esnekliği sayesinde ham madde krizlerinde dahi asla duraksamaz.
Teslimat süresi
Sipariş resmi onay evraklarınızın üretim sevkiyat sistemimize yansımasıyla birlikte, stoklarımızda hazır bulunan ebatlanmış veya dilinmiş plakalar en geç bir ila üç iş günü içerisinde kapalı tırlara dış hava şartlarından korunarak yüklenmek üzere özenle paketlenip hazırlanır. Özel kalıp projenize uygun hassas dar şerit dilme veya CNC lazer parça ebatlama talep edildiğinde lojistik teslimat takvimi atölye işçiliğinin ek süresine göre karşılıklı onayla revize edilir. Şantiye veya fabrika montaj hatlarınızın günlük pres ritmini kesinlikle aksatmayacak en gerçekçi termin zamanı, sipariş anında bağlayıcı sözleşmeyle güvenceye alınır. Hızlı ve hasarsız sac sevkiyatı lojistik performansı, egzoz veya ısıtıcılarınızın ürün test ve sevkiyat teslim tarihini markanız adına doğrudan garanti altına alır.
Kalite belgesi
Lojistik merkezimizden kalite kontrolü yapılarak yüklemesi yapılan tüm kaplamalı rulolar, uluslararası EN 10346 otomotiv ve endüstri standartlarına uygun orijinal laboratuvar çekme kalite sertifikalarıyla birlikte irsaliye ile fabrikanıza sevk edilir. Malzemenin döküm şarj analizini, büküm akma dayanımını ve yüksek sıcaklık kaplama testlerini barkodlu kanıtlayan bu dokümanlar, kalite kontrol mal kabul uzmanınıza e-posta formatında hızla iletilir. İrsaliyesi yasal olarak kesilen her bir nitelikli yassı kaplamalı sac mamul, çelik endüstrisinin tam ve geriye dönük izlenebilirlik barkod garantisi ve güvencesi altındadır. Sertifikalı alaşımlı kaplama çelik kullanmak, ürettiğiniz ısıtıcının veya otomotiv parçasının yasal denetimlerden ve testlerden sorunsuz geçmesini tartışmasız olarak kaliteyle tesciller.